Dansk
Visninger: 311 Forfatter: Webstedsredaktør Udgivelsestid: 17-06-2019 Oprindelse: websted
Sådan designer du en perfekt ultralydskærekniv
Det strukturelle design af ultralydsskærer til kager
Abstrakt: En ultralydsskærer på 20 kHz til fødevarer er designet til at imødekomme behovet for at skære store viskoelastiske fødevarer. Ved at analysere dens model med finite element-metoden opnås de naturlige frekvenser for alle ordener og fordelingen af forskydningsamplitude af skærkant. Indflydelsen af strukturstørrelsen på ensartetheden af forskydning ved udgangsporten, den langsgående egenfrekvens af vibrationer og den tilstødende frekvens analyseres. De strukturelle parametre med høj følsomhed er redesignet for at gøre fræseren domineret af den langsgående vibration nær 20 kHz. Intervallet mellem resonansfrekvensen og de naturlige frekvenser er stort nok, og fordelingen af forskydningsamplitude på skærkantoverfladen er væsentligt forbedret.
I kageindustrien er ultralydsassisteret skæring meget brugt, fordi de ikke kræver skarpe kanter og stort tryk, og materialet, der skal skæres, er ikke let forårsaget af rivning, brud, deformation og klæbning
vi har studeret hjælpebehandlingsteknologien af højtydende legeringer, kompositmaterialer og skøre materialer. vi studerede ultralydskæreknive, designede en skæreknive og etablerede en dynamisk model og et strukturelt optimeringsprogram. Vores tekniske udførte kombineret vibrationsbehandling på emnet af sintret NdFeB-materiale ved hjælp af ultralyds rotationsbehandlingsmetode, hvilket forlængede værktøjets levetid. Imidlertid er de fleste af behandlingsobjekterne for ultralydsvibrationshjælpemidler tekniske materialer, og få studerer ultralydsvibrationshjælpemidler til bløde materialer såsom kager.
De grundlæggende komponenter i ultralydskæreanordningen er en ultralydsgenerator, en transducer, et horn og et skæreblad (værktøjshoved). Ved skæring af materialet påfører fræseren den mekaniske energi, der overføres af hornet, til materialet, der behandles, for at opnå en skæreeffekt af høj kvalitet. Traditionel designteori starter med den klassiske teori til at beregne den strukturelle størrelse. I den faktiske produktion kræves der på grund af skæreobjektets relativt store volumen et skæreblad af passende tykkelse og bredde, og beregningen er kompliceret. I dette papir bruges finite element-softwaren ANSYS til at designe et skæreværktøj med ren vibrationstilstand, ensartet amplitudefordeling af skærkant og nøjagtig resonansfrekvens.
1 skærekniv grundlæggende struktur design
Denne artikel bruger en 250 mm cylindrisk kage som skæreobjekt. Designmålfrekvensen (FREQ1) er 20 kHz, langsgående vibrationstilstand.
Skæreknivens størrelse er B = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Som vist i figur 1 er materialet lavet af fødevaregodkendt rustfrit stål 316L.
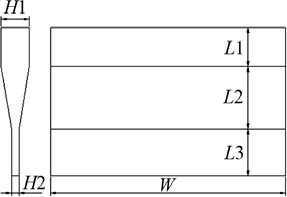
Fig.1 Skematisk af ultralydsskærer
1.1 vibrationsidentifikation
Formen på kageudstikkeren ligner formen på en flad tallerken. Denne type struktur har en tæt frekvenskarakteristik. Gennem finite element-softwaren har mange forskere analyseret den multidimensionelle koblede vibrationsform af lignende strukturer og afsluttet den strukturelle optimering [8-10]. I dette papir viser den modale analyse af skærebladet, at der er mange tilstande i skærebladet, og forskellige tilstande svarer til forskellige tilstande og forskellige naturlige frekvenser. Når fræserens strukturelle dimensioner ændres, kan den modale rækkefølge og tilstandsform ændre sig, hvilket ikke er befordrende for ANSYS-analyse. Derfor skal optimeringsdesignet af skærebladet først identificere de forskellige tilstande og udtrække de tilsvarende naturlige frekvenser.
1.2 Bestemmelse af antallet af slots
For at reducere den laterale vibration, forbedre ensartetheden af amplituden og forskydningsfordelingen af skærkanten og undgå interferens fra den tilstødende vibrationstilstand, realiseres det ved at åbne nogle slidser på skærebladet og ændre strukturen af den store ende. Antallet af slots kan bestemmes nøjagtigt ved hjælp af det optimerede designmodul i ANSYS finite element-software. Parametriser først fræsermodellen. Det solid186 faste element vælges, og cellerne opdeles ved den frie meshing-metode. Når fræserens struktur ændres, kan enheden frit forlænges. Solid186-enheden er et 20-node elastoplastisk solidt element med plasticitet, krybning, spændingsstivhed, stor deformation og stor belastningsevne. Attributter på 316L: Densitet r =9800 kg/m3, elasticitetsmodul E =201 GPa, Poissons forhold m =0,3.
(1) Optimer variable indstillinger
Den objektive funktion af den matematiske kuttermodel er SUB_UX, og tilstandsvariablerne er MFREQ1, MFREQ2 og MFREQ3. Den specifikke betydning er defineret som følger:
Ensartethed SUB_UX: output langsgående forskydning minimum / maksimum;
Frekvensinterval MFREQ1: resonansfrekvens for langsgående vibration
Den absolutte værdi af 20 kHz forskel;
Frekvensinterval MFREQ2: den absolutte værdi af forskellen mellem resonansfrekvensen af den langsgående vibration og den næste-ordens frekvens af den langsgående vibration;
Frekvensinterval MFREQ3: Absolut værdi af forskellen mellem resonansfrekvensen af den langsgående vibration og den øvre frekvens af den langsgående vibration
Design variabler i antallet af slots, vælg derefter optimeringsværktøjer og optimeringsmetoder, angiv optimale sløjfekontrolmetoder, og optimer
Analyse.
(2) Analyse af resultater
Efter at løsningen er afsluttet, er indflydelsen af antallet af slidser på egenfrekvensen af vibrationstilstanden af den langsgående vibration vist i fig. 2. Indflydelsen på frekvensintervallet er vist i fig. 3 og fig. 4, og indflydelsen på udgangsterminalens ensartethed er vist i fig.
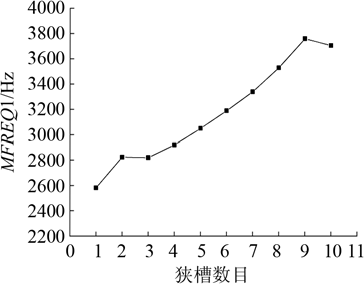
Fig. 2 Indflydelse af antallet af smalle spalter på langsgående vibrationsfrekvens (MFREQ1)
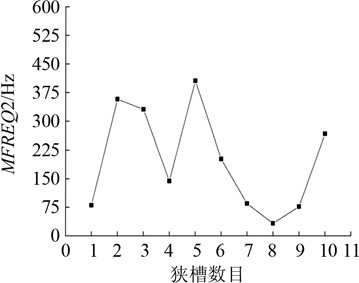
Fig.3 Indflydelse af antallet af smalle slots på frekvensafstanden (MFREQ2)
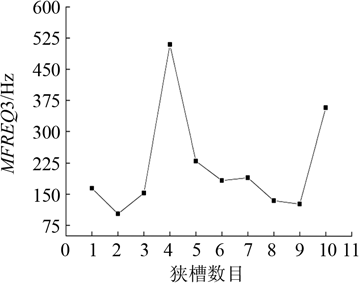
Fig.4 Indflydelse af antallet af smalle slots på frekvensafstanden (MFREQ3)
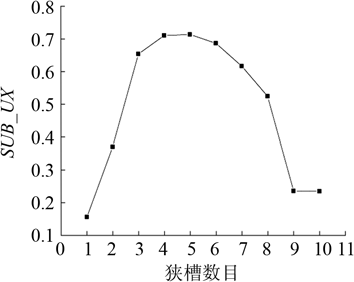
Fig.5 Indflydelse af antallet af smalle spalter på ensartethed(SUB_UX)
Ud fra ovenstående resultater, når fræseren har 4 eller 5 slidser, har den en høj ensartethed og er en optimal værdi. Dens effekt på frekvensintervallet er ens. Da resultatet er enklere i 4 slots og MFREQ1 er mindre, vælges 4 som antallet af slots. På dette tidspunkt, da rillen ændrer skærets struktur, og MFREQ2 og MFREQ3 er mindre end 500 Hz, er den langsgående vibrationstilstand modtagelig for den nærliggende modale interferens; den resonansfrekvens, der genererer den langsgående vibration, er også langt fra målfrekvensen. Derfor, på grundlag af bestemmelse af antallet af slidser, ved at ændre afstanden mellem slidserne, størrelsen af strukturen, rotationsvinklen og formen af indgangsenden af fræseren, optimeres skærets struktur yderligere til at opfylde kravene til produktionen. Portens ensartethed, frekvensafstand og nærhed til målfrekvens.
2 følsomhedsanalyse af skæreknivens struktur
Formen af skæreren efter slidsning og ændring af den store endestruktur er kompliceret, og ændringen af størrelsen af hver struktur påvirker fræserens vibrationsegenskaber. I den sekundære optimering kan der for at opnå den optimale løsning af skærebladet vælges en struktur med høj følsomhed over for vibrationsegenskaberne som designvariabel. Gennem følsomhedsanalysen af skærebladets størrelse kan graden af indflydelse af den strukturelle ændring på vibrationsegenskaberne såsom egenfrekvensen, frekvensafstanden og ensartetheden af skærebladet opnås. Giver grundlag for udvælgelse af designvariabler for at optimere designet. Efter bearbejdning og varmebehandling har skæreværktøjets vibrationsegenskaber uundgåelige fejl. Derfor kan analyseresultaterne også give grundlag for korrektion af skærebladet. Den valgte struktur til følsomhedsanalysen af skærebladet er vist i figur 6.
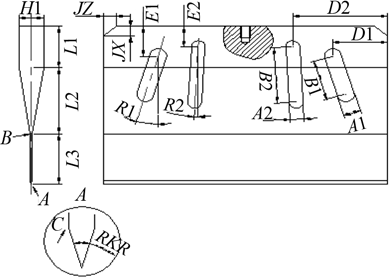
Fig.6 Strukturen for følsomhedsanalyse
Analyser strukturen af fræseren ved følsomhedsanalyse
Følsomhed af SUB_UX, FREQ1, MFREQ2, MFREQ3
resultaterne er vist i figur 7~10.
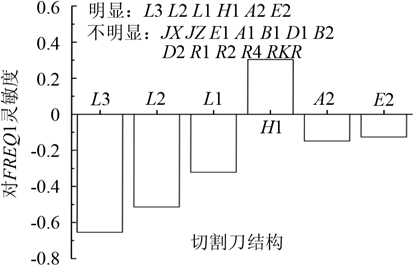
Fig.7 Indflydelse af fræserens struktur på langsgående vibrationsfrekvens (FREQ1)
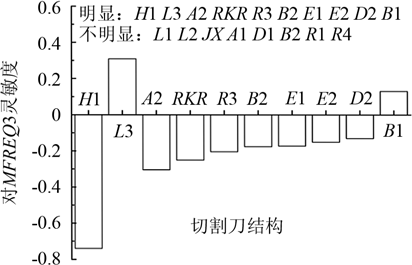
Fig. 8 Indflydelse af fræserens struktur på frekvensafstanden mellem langsgående vibrationsfrekvens og vibrationsfrekvens fra tidligere ordre(MFREQ3)
Kutterens struktur har relativt stor indflydelse på den langsgående vibrationsresonansfrekvens, som er L3, L2, L1, H1, A2 og E2. Blandt dem, når størrelsen af L3, L2, L1, A2, E2 øges, falder den langsgående vibrationsresonansfrekvens; efterhånden som H1-størrelsen øges, stiger den langsgående vibrationsresonansfrekvens, som vist i figur 7.
I fræserens struktur er indflydelsen af den langsgående vibrationsresonansfrekvens og frekvensintervallet for den tidligere ordretilstand relativt stor, som er H1, L3, A2, RKR, R3, B2, E1, E2, D2 og B1. Blandt dem stiger H1, A2, RKR, R3, B2, E1, E2, D2 med ovenstående størrelse, frekvensintervallet falder, L3, B1 øges med forøgelsen af ovenstående størrelse, intervallet øges, som vist i figur 8. Vis.
I skærerens struktur er indflydelsen af den langsgående vibrationsresonansfrekvens og frekvensintervallet for sidstnævnte første tilstand D2, L3, L2, E2, D1, H1, L1, B2 og E1. Blandt dem, når størrelsen af D2, L3, L2, E2, D1, H1, L1, B2, E1 øges, øges frekvensintervallet; efterhånden som størrelsen af H1 og B2 øges, falder frekvensintervallet, som vist på figur 9. Vis.
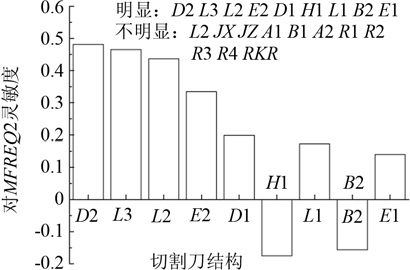
Fig. 9 indflydelse af fræserens struktur på frekvensafstanden mellem langsgående vibrationsfrekvens og næste ordens vibrationsfrekvens (MFREQ2)
I skærerens struktur er indflydelsen på ensartetheden af udgangsenden R1, B1, R2 og A1. Blandt dem, når størrelsen af B1 og A1 øges, øges ensartetheden; efterhånden som størrelsen af R1 og R2 øges, falder ensartetheden, som vist i fig. 10.
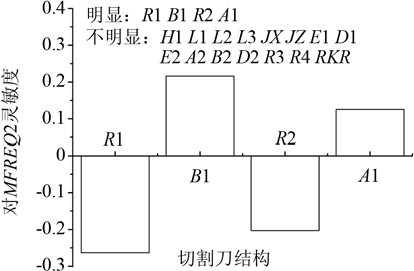
Fig.10 Indflydelse af fræserens struktur på ensartetheden af skærkanten (SUB_UX)
3 optimeringsdesign
I henhold til følsomhedsanalyseberegningsresultaterne er designvariablerne for det sekundære optimeringsvalg: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Tilstandsvariablerne er: MFREQ1, MFREQ2, MFREQ3; de øvre og nedre grænser for begrænsningstilstandsvariablerne opnås, og den præcise resonansfrekvens og den enkelte langsgående vibrationstilstand opnås. Objektiv funktion: SUB_UX. Valg af optimeringsmetode: funktionstilnærmelsesmetode (underproblemtilnærmelsesmetode).
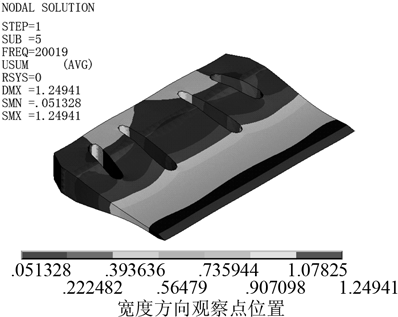
Fig.12 Længdegående vibrationstilstandsformer af fræseren fra optimeret design
Figur 12 er et skematisk diagram af den langsgående vibrationstilstand af skærebladet efter optimeringsdesign. Farven på skybilledet repræsenterer forskellige forskydningsværdier, og det kan ses, at forskydningen af skærebladets skærekant har høj ensartethed. Figur 13 viser forskydningsamplitudefordelingen af skærkanten i den langsgående vibrationstilstand, og ensartetheden af skærebladet er 0,93.
Skærerens langsgående vibration har en resonansfrekvens på 20019 Hz, en fejl på 0,01% med målfrekvensen på 20000 Hz og et frekvensinterval på mere end 500 Hz, det vil sige, at den optimerede fræser har en præcis resonansfrekvens og en ren længdevibrationstilstand.
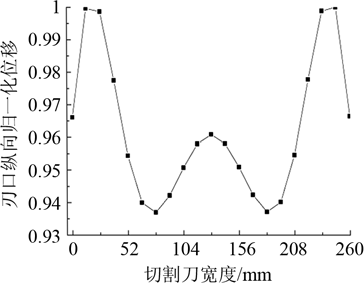
Fig.13 Forskydningsamplitudefordeling af skærkanten

















