Polski
Wyświetlenia: 292 Autor: Edytor witryny Czas publikacji: 2019-06-17 Pochodzenie: Strona
Jak zaprojektować idealny ultradźwiękowy nóż tnący
Projekt konstrukcyjny krajarki ultradźwiękowej do ciast
Streszczenie: Przecinarka ultradźwiękowa do żywności o częstotliwości 20 kHz została zaprojektowana, aby sprostać wymaganiom cięcia dużej wiskoelastycznej żywności. Analizując jego model metodą elementów skończonych, uzyskuje się częstotliwości własne wszystkich rzędów oraz rozkład amplitudy przemieszczeń krawędzi skrawającej. Analizowano wpływ wielkości konstrukcji na równomierność przemieszczeń na króćcu wyjściowym, podłużną częstotliwość drgań własnych oraz częstotliwość sąsiednią. Parametry konstrukcyjne przy wysokich czułościach zostały przeprojektowane tak, aby we frezie dominowały wibracje wzdłużne w okolicach 20 kHz. Odstęp pomiędzy częstotliwością rezonansową a częstotliwościami własnymi jest wystarczająco duży, a rozkład amplitudy przemieszczeń na powierzchni krawędzi skrawającej jest znacznie poprawiony.
W branży ciastkarskiej szeroko stosowane są cięcie wspomagane ultradźwiękowo, ponieważ nie wymagają ostrych krawędzi i dużego nacisku, a cięty materiał nie jest łatwo spowodowany rozdarciem, pęknięciem, odkształceniem i sklejeniem
badaliśmy technologię przetwarzania pomocniczego stopów o wysokiej wydajności, materiałów kompozytowych i materiałów kruchych. zbadaliśmy ultradźwiękowe noże tnące, zaprojektowaliśmy noże tnące i ustaliliśmy dynamiczny model i program optymalizacji strukturalnej. Przeprowadziliśmy przez nas techniczną kombinowaną obróbkę wibracyjną przedmiotu obrabianego ze spiekanego materiału NdFeB metodą ultradźwiękowej obróbki obrotowej, co przedłużyło żywotność narzędzia. Jednak większość obiektów przetwarzających ultradźwiękowe pomoce wibracyjne to materiały inżynieryjne, a niewiele badań dotyczy ultradźwiękowych pomocy wibracyjnych dla miękkich materiałów, takich jak ciasta.
Podstawowymi elementami ultradźwiękowego urządzenia tnącego są generator ultradźwiękowy, przetwornik, róg i ostrze tnące (głowica narzędzia). Podczas cięcia materiału przecinarka przykłada energię mechaniczną przekazywaną przez róg na obrabiany materiał, aby uzyskać wysokiej jakości efekt cięcia. Tradycyjna teoria projektowania zaczyna się od klasycznej teorii obliczania rozmiaru konstrukcji. W rzeczywistej produkcji, ze względu na stosunkowo dużą objętość ciętego przedmiotu, wymagane jest ostrze tnące o odpowiedniej grubości i szerokości, a obliczenia są skomplikowane. W artykule wykorzystano oprogramowanie elementów skończonych ANSYS do zaprojektowania narzędzia skrawającego z czystym trybem wibracyjnym, równomiernym rozkładem amplitudy krawędzi skrawającej i dokładną częstotliwością rezonansową.
1 podstawowy projekt konstrukcji noża tnącego
W tym artykule jako obiekt tnący zastosowano cylindryczny placek o średnicy 250 mm. Projektowa częstotliwość docelowa (FREQ1) wynosi 20 kHz w trybie drgań wzdłużnych.
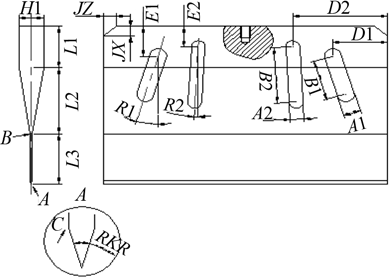
Rozmiar ostrza tnącego wynosi W = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Jak pokazano na rysunku 1, materiał jest wykonany ze stali nierdzewnej 316L dopuszczonej do kontaktu z żywnością.
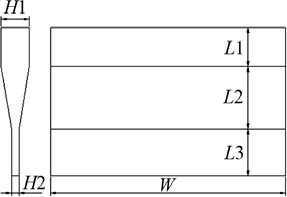
Rys.1 Schemat przecinarki ultradźwiękowej
1.1 identyfikacja wibracji
Kształt foremki do ciasta jest podobny do płaskiego talerza. Ten typ struktury ma gęstą charakterystykę częstotliwościową. Za pomocą oprogramowania elementów skończonych wielu uczonych przeanalizowało wielowymiarową formę drgań sprzężonych podobnych konstrukcji i ukończyło optymalizację strukturalną [8-10]. W artykule analiza modalna ostrza tnącego pokazuje, że w ostrzu tnącym występuje wiele modów, a różne mody odpowiadają różnym modom i różnym częstotliwościom naturalnym. Kiedy zmieniają się wymiary konstrukcyjne frezu, może zmienić się porządek modalny i kształt trybu, co nie sprzyja analizie ANSYS. Dlatego projekt optymalizacji ostrza tnącego musi najpierw zidentyfikować różne tryby i wyodrębnić odpowiednie częstotliwości własne.
1.2 Określenie liczby slotów
Aby zredukować drgania boczne, poprawić równomierność rozkładu amplitudy i przemieszczeń krawędzi skrawającej oraz uniknąć zakłócania sąsiedniego trybu drgań, realizuje się to poprzez otwarcie niektórych szczelin na ostrzu tnącym i zmianę konstrukcji dużego końca. Liczbę gniazd można dokładnie określić za pomocą zoptymalizowanego modułu projektowego oprogramowania ANSYS do elementów skończonych. Najpierw sparametryzuj model frezu. Wybrany jest element bryłowy solid186, a komórki są dzielone metodą swobodnej siatki. W przypadku zmiany konstrukcji noża, agregat można dowolnie rozbudowywać. Jednostka Solid186 to 20-węzłowy, elastoplastyczny element bryłowy charakteryzujący się plastycznością, pełzaniem, sztywnością naprężeniową, dużymi odkształceniami i dużą wytrzymałością na odkształcenia. Atrybuty 316L: Gęstość r =9800 kg/m3, moduł sprężystości E =201 GPa, współczynnik Poissona m =0,3.
(1) Zoptymalizuj ustawienia zmiennych
Funkcja celu modelu matematycznego frezu to SUB_UX, a zmiennymi stanu są MFREQ1, MFREQ2 i MFREQ3. Konkretne znaczenie definiuje się w następujący sposób:
Jednorodność SUB_UX: minimalne / maksymalne przemieszczenie wzdłużne wyjściowego;
Przedział częstotliwości MFREQ1: częstotliwość rezonansowa drgań wzdłużnych
Wartość bezwzględna różnicy 20 kHz;
Przedział częstotliwości MFREQ2: wartość bezwzględna różnicy między częstotliwością rezonansową drgań wzdłużnych a częstotliwością następnego rzędu drgań wzdłużnych;
Przedział częstotliwości MFREQ3: Wartość bezwzględna różnicy pomiędzy częstotliwością rezonansową drgań wzdłużnych a częstotliwością górną drgań wzdłużnych
Zaprojektuj zmienne w liczbie gniazd, następnie wybierz narzędzia optymalizacyjne i metody optymalizacji, określ optymalne metody sterowania pętlą i zoptymalizuj
Analiza.
(2) Analiza wyników
Po zakończeniu rozwiązania wpływ liczby żłobków na częstotliwość własną trybu drgań drgań podłużnych pokazano na rys. 2. Wpływ na przedział częstotliwości pokazano na rys. 3 i rys. 4, a wpływ na równomierność końcówki wyjściowej pokazano na rys. 5.
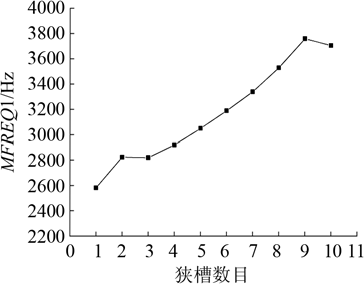
Rys.2 Wpływ liczby wąskich szczelin na częstotliwość drgań wzdłużnych (MFREQ1)
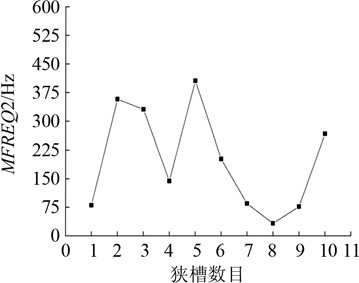
Rys.3 Wpływ liczby wąskich szczelin na odstęp częstotliwości (MFREQ2)
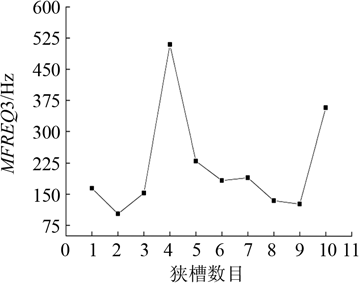
Rys.4 Wpływ liczby wąskich szczelin na odstęp częstotliwości (MFREQ3)
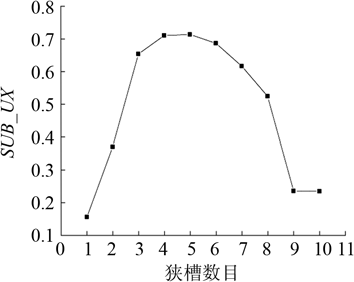
Rys.5 Wpływ liczby wąskich szczelin na jednorodność (SUB_UX)
Z powyższych wyników wynika, że frez posiadający 4 lub 5 szczelin charakteryzuje się dużą równomiernością i jest wartością optymalną. Jego wpływ na przedział częstotliwości jest podobny. Ponieważ wynik jest prostszy w przypadku 4 szczelin, a MFREQ1 jest mniejszy, jako liczbę szczelin wybrano 4. W tym momencie, ponieważ rowkowanie zmienia strukturę frezu, a częstotliwości MFREQ2 i MFREQ3 są mniejsze niż 500 Hz, tryb drgań wzdłużnych jest podatny na pobliskie zakłócenia modalne; częstotliwość rezonansowa generująca drgania podłużne również jest odległa od częstotliwości docelowej. Dlatego też na podstawie określenia ilości szczelin, poprzez zmianę odległości pomiędzy szczelinami, wielkości konstrukcji, kąta obrotu oraz kształtu wejściowego końca frezu, następuje dalsza optymalizacja konstrukcji frezu pod kątem wymagań produkcji. Jednorodność portów, odstępy częstotliwości i bliskość częstotliwości docelowej.
2 analiza wrażliwości konstrukcji ostrza tnącego
Kształt frezu po nacięciu i zmianie konstrukcji dużego końca jest skomplikowany, a zmiana wielkości każdej struktury wpływa na charakterystykę drganiową frezu. W optymalizacji wtórnej, w celu uzyskania optymalnego rozwiązania ostrza tnącego, jako zmienną obliczeniową można wybrać konstrukcję o dużej wrażliwości na charakterystykę drgań. Poprzez analizę wrażliwości wielkości ostrza tnącego można uzyskać stopień wpływu zmiany strukturalnej na charakterystyki drgań, takie jak częstotliwość drgań własnych, odstęp częstotliwości i równomierność ostrza tnącego. Stanowi podstawę do wyboru zmiennych projektowych w celu optymalizacji projektu. Po obróbce skrawaniem i obróbce cieplnej charakterystyka wibracji narzędzia skrawającego ma nieuniknione błędy. Dlatego też wyniki analiz mogą stanowić również podstawę do korekty ostrza tnącego. Strukturę wybraną do analizy wrażliwości ostrza tnącego przedstawiono na rysunku 6.
Rys.6 Struktura analizy wrażliwości
Przeanalizuj strukturę frezu za pomocą analizy wrażliwości
Czułość SUB_UX, FREQ1, MFREQ2, MFREQ3
wyniki przedstawiono na rysunkach 7–10.
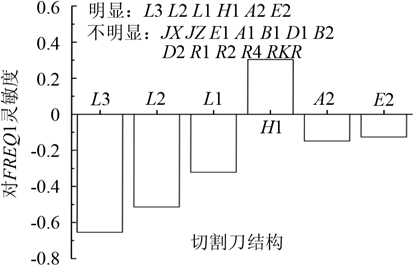
Rys.7 Wpływ konstrukcji frezu na częstotliwość drgań wzdłużnych (FREQ1)
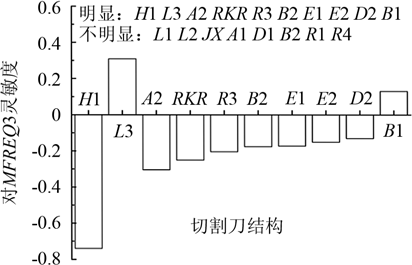
Rys.8 Wpływ konstrukcji frezu na odstęp częstotliwości pomiędzy częstotliwością drgań podłużnych a częstotliwością drgań poprzedniego rzędu (MFREQ3)
Konstrukcja frezu ma stosunkowo duży wpływ na częstotliwość rezonansową drgań wzdłużnych, która wynosi L3, L2, L1, H1, A2 i E2. Wśród nich, wraz ze wzrostem wielkości L3, L2, L1, A2, E2, maleje częstotliwość rezonansowa drgań podłużnych; wraz ze wzrostem rozmiaru H1 wzrasta częstotliwość rezonansowa drgań podłużnych, jak pokazano na rysunku 7.
Na konstrukcję frezu wpływ częstotliwości rezonansowej drgań podłużnych i przedziału częstotliwości trybu poprzedniego rzędu jest stosunkowo duży, czyli H1, L3, A2, RKR, R3, B2, E1, E2, D2 i B1. Wśród nich H1, A2, RKR, R3, B2, E1, E2, D2 rosną wraz z powyższym rozmiarem, odstęp częstotliwości maleje, L3, B1 rosną wraz ze wzrostem powyższego rozmiaru, odstęp wzrasta, jak pokazano na rysunku 8. Pokaż.
Na konstrukcję frezu wpływ częstotliwości rezonansowej drgań podłużnych oraz przedziału częstotliwości tej ostatniej, pierwszej postaci to D2, L3, L2, E2, D1, H1, L1, B2 i E1. Wśród nich, wraz ze wzrostem rozmiaru D2, L3, L2, E2, D1, H1, L1, B2, E1, zwiększa się przedział częstotliwości; wraz ze wzrostem rozmiaru H1 i B2 odstęp częstotliwości maleje, jak pokazano na rysunku 9. Pokaż.
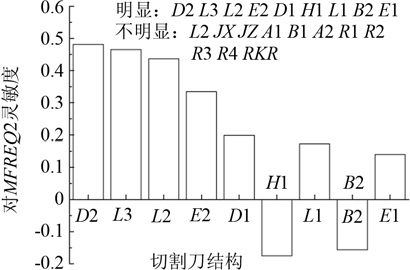
Rys.9 wpływ konstrukcji frezu na odstęp częstotliwości pomiędzy częstotliwością drgań podłużnych a częstotliwością drgań następnego rzędu (MFREQ2)
W konstrukcji noża wpływ na jednorodność końca wyjściowego mają R1, B1, R2 i A1. Wśród nich, wraz ze wzrostem rozmiaru B1 i A1, wzrasta jednorodność; wraz ze wzrostem rozmiaru R1 i R2 jednorodność maleje, jak pokazano na ryc. 10.
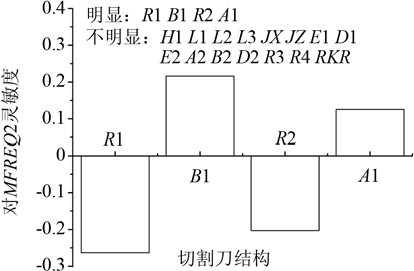
Rys.10 Wpływ konstrukcji frezu na równomierność krawędzi skrawającej (SUB_UX)
3 projekt optymalizacji
Zgodnie z wynikami obliczeń analizy wrażliwości, zmienne projektowe wyboru optymalizacji wtórnej to: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Zmienne stanu to: MFREQ1, MFREQ2, MFREQ3; uzyskuje się górną i dolną granicę zmiennych stanu więzów, dokładną częstotliwość rezonansową i pojedynczy mod drgań wzdłużnych. Funkcja celu: SUB_UX. Wybór metody optymalizacji: metoda aproksymacji funkcji (metoda aproksymacji podproblemu).
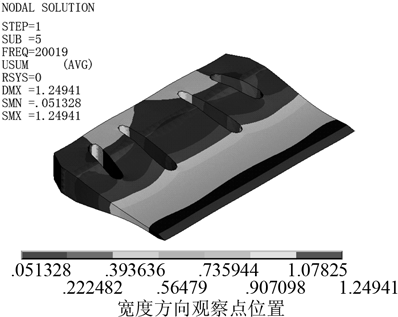
Rys.12 Kształty drgań wzdłużnych frezu z projektu optymalizacyjnego
Figura 12 jest schematycznym diagramem trybu drgań wzdłużnych ostrza tnącego po projektowaniu optymalizacji. Kolor obrazu chmury reprezentuje różne wartości przemieszczeń i można zauważyć, że przemieszczenie krawędzi tnącej ostrza tnącego jest bardzo równomierne. Na rys. 13 przedstawiono rozkład amplitudy przemieszczeń krawędzi skrawającej w trybie drgań wzdłużnych, a równomierność ostrza tnącego wynosi 0,93.
Wibracje wzdłużne frezu mają częstotliwość rezonansową 20019 Hz, błąd 0,01% przy częstotliwości docelowej 20000 Hz i przedział częstotliwości większy niż 500 Hz, co oznacza, że zoptymalizowany frez ma precyzyjną częstotliwość rezonansową i czysty tryb drgań wzdłużnych.
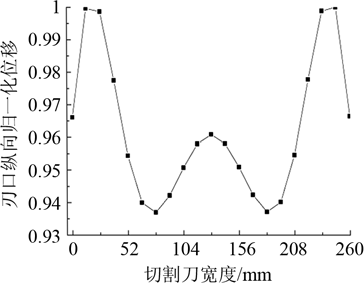
Rys.13 Rozkład amplitudy przemieszczeń krawędzi skrawającej

















