Deutsch
Aufrufe: 58 Autor: Site-Editor Veröffentlichungszeit: 06.12.2025 Herkunft: Website
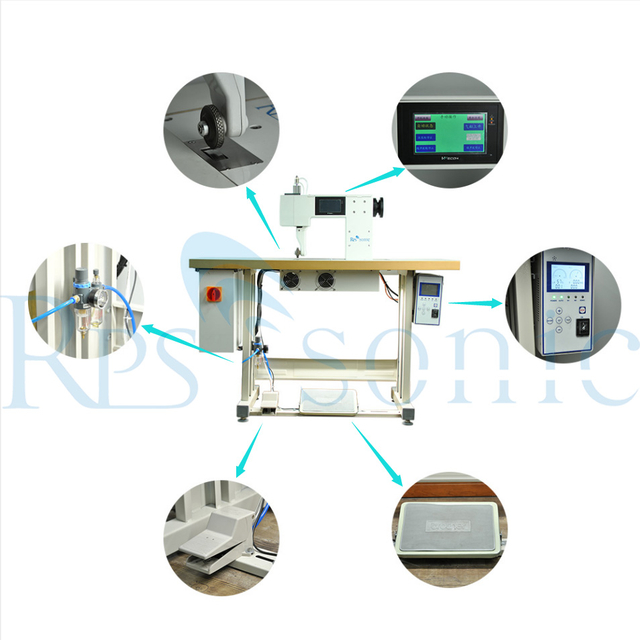
Was ist die Ultraschall-Radialwellen-Nähmaschine?
Beim Schweißen dünner Materialien wie TPU, Seide und plissierter Filterelemente sind die technologischen Vorteile der Hauptgrund für die Wahl einer Ultraschall-Radialwellen-Nähmaschine: geringe Beschädigung, gleichmäßige Energieübertragung und Anpassungsfähigkeit an die Eigenschaften dünner Materialien. Dies löst perfekt die Kernprobleme beim Schweißen dünner Materialien (leichtes Brechen, ungleichmäßige Schweißnähte, thermische Verformung und Dichtungs-/Verbindungsfehler). Die folgende Analyse deckt drei Aspekte ab: technische Prinzipien, Schwachstellen beim Schweißen dünner Materialien und die angestrebten Vorteile der Radialwellenerzeugung, kombiniert mit spezifischen Materialeigenschaften, um ihre Eignung zu veranschaulichen:
I. Klärung des Kernkonzepts: Das technische Wesen von Ultraschall-Radialwellen-Nähmaschinen
Der Kern des Ultraschallschweißens besteht darin, hochfrequente Vibrationen (20–40 kHz) zu nutzen, um durch Reibung zwischen den Molekülen an der Materialgrenzfläche Wärme zu erzeugen und so eine Verschmelzung und Verbindung zu erreichen, ohne dass zusätzlicher Kleber oder Faden erforderlich ist. „Radiale Wellenerzeugung“ bezieht sich auf die gleichmäßige Strahlung von Ultraschallenergie vom Umfang des Schweißkopfes zur Mitte (oder von der Mitte zum Umfang) und nicht auf die herkömmliche Erzeugung linearer Wellen (Energieausbreitung in eine einzige Richtung). Der Unterschied zu herkömmlichen Verfahren: Die Schwingungsrichtung herkömmlicher Ultraschallschweißköpfe (Formen) ist eine Längsschwingung senkrecht zur Kontaktfläche. Unter radialer Wellenemission versteht man die Vibrationsrichtung des Schweißkopfes (normalerweise eine Scheibe oder eine speziell strukturierte Walze) innerhalb seiner Ebene, der sich radial ausdehnt und zusammenzieht. Diese Energieübertragungsmethode ermöglicht in Kombination mit der kontinuierlichen Vorschubstruktur einer Nähmaschine den kontinuierlichen Betrieb von „gleichzeitigem Vorschub, Rütteln und Schweißen“, wodurch sie sich besonders für die kontinuierliche Verarbeitung dünner Materialien eignet.
II. Gezielte Vorteile der Ultraschall-Radialwellenemission (Warum sie für dünne Materialien geeignet ist)
1. Gleichmäßige Energieübertragung, Vermeidung von lokalem Überschmelzen/Schäden
Eigenschaften der Strahlungswellenemission: Die Energie wird gleichmäßig von der Kontaktfläche des Schweißkopfes abgestrahlt und wirkt auf den „planaren Bereich“ des dünnen Materials und nicht auf die „linearen/punktförmigen“ Bereiche. Die Energiedichte pro Flächeneinheit ist gering und gleichmäßig verteilt, wodurch die „Energiekonzentrationspunkte“ der traditionellen linearen Wellenemission vermieden werden, die zur Perforation und Verbrennung dünner Materialien führen. Beispiel: Beim Schweißen von 0,2 mm TPU können Radialwellen-Schweißköpfe die Dicke der geschmolzenen Schicht auf 5–10 μm steuern und so eine Haftung erreichen, ohne das Substrat zu beschädigen. Beim linearen Wellenschweißen kommt es aufgrund der Energiekonzentration zu übermäßig dicken geschmolzenen Schichten (>20 μm), was zu Zugbrüchen führt.
Geeignet für plissierte Filterkerzen: Der Höhenunterschied in der plissierten Struktur kann bei herkömmlichen Verfahren zu ungleichmäßigem Kontakt führen. Die planare Energieübertragung des Radialwellenschweißens kann die unebenen Oberflächen der Falten abdecken, wodurch sichergestellt wird, dass jeder Kontaktpunkt gleichmäßige Energie erhält und ein Überschmelzen an der Oberseite der Falten und eine schlechte Schweißung an der Unterseite vermieden werden.
2. Schnelles Schweißen bei niedriger Temperatur, wodurch thermische Verformung reduziert wird: Die „Reibungswärmeerzeugung“ beim Ultraschallschweißen erfolgt nur an der Materialgrenzfläche (Vibration auf molekularer Ebene), was zu einer niedrigen Gesamttemperatur (typischerweise 30–50 °C niedriger als beim thermischen Schweißen) und einer extrem kurzen Schweißzeit (einzelne Schweißung < 0,1 Sekunden) führt. Der Wärmediffusionsbereich dünner Materialien beträgt < 0,5 mm, nahezu ohne thermische Verformung. Beispiel: Seidenfasern haben einen niedrigen Schmelzpunkt (Polyesterseide ca. 255℃). Die Tieftemperatureigenschaften des Radialwellenschweißens verhindern das Schmelzen und Brechen der Fasern und bewahren so das weiche Gefühl von Seide. während Heißschweißen leicht zu örtlicher Verkohlung und Verhärtung der Seide führt.
Kompatibel mit TPU: TPU ist ein thermoplastisches Elastomer, das bei hohen Temperaturen zur Alterung und Aushärtung neigt. Schnelles Radialwellenschweißen reduziert die thermooxidative Alterung von TPU und behält seine Elastizität und Wasserdichtigkeit bei.
3. Zerstörungsfreie Verbindung unter Wahrung der Materialintegrität. Es ist kein Nadel- oder Fadendurchstechen oder Durchdringen von Kleber erforderlich. Beim Schweißprozess kommt es lediglich zum molekularen Schmelzen und Verbinden, wobei die ursprüngliche Struktur und Eigenschaften des dünnen Materials vollständig erhalten bleiben:
Seide: Verhindert Faserbrüche und erhält die Atmungsaktivität und Weichheit des Stoffes;
Gefaltetes Filterelement: Verstopft die Mikroporen nicht (Filtrationsgenauigkeit ≥99,9 %), beschädigt die Faltenstruktur nicht (kein Verlust der Filterfläche);
TPU: Keine Nadellöcher, dadurch wasser- und auslaufsicher (Schweißnaht-Wasserdichtigkeitsklasse bis IPX7).
Hohe Schweißnahtfestigkeit: Die molekulare Bindung der Schweißnaht nähert sich der Festigkeit des Substrats selbst, wobei die Zugfestigkeit 80–90 % der Festigkeit des dünnen Materials selbst erreicht und damit weit über das Nähen mit Nadel und Faden (ca. 50–60 %) und die Klebebindung (ca. 40–50 %) hinausgeht.
4. Anpassbar an den Dauerbetrieb, Verbesserung der Produktionseffizienz: Die Ultraschall-Radialwellen-Nähmaschine integriert eine „Vorschub-Schweiß-Schnitt“-Struktur und erreicht Schweißgeschwindigkeiten von 10–30 m/min, die weit über der Klebebindung (<1 m/min) und dem Handnähen (<5 m/min) liegen, wodurch sie für die Massenproduktion dünner Materialien (wie Filterproduktionslinien, kontinuierliches Schweißen von wasserdichtem TPU-Gewebe und Nähte in Seidenbekleidung) geeignet ist.
Glatte und ästhetisch ansprechende Schweißnähte: Das Radialwellen-Oberflächenpressen führt zu einer gleichmäßigen Schweißnahtbreite (typischerweise 1–3 mm) ohne Nadel- und Fadenspuren oder Kleberrückstände, wodurch es sich besonders für dünne Materialprodukte mit hohen Anforderungen an das Erscheinungsbild eignet (z. B. hochwertige Seidenbekleidung und medizinische TPU-Folienprodukte).
5. Anpassbar an verschiedene dünne Materialeigenschaften, äußerst vielseitig
Für thermoplastische Materialien (TPU, Polyesterfolie, dünne Nylonfolie): Direkte molekulare Schmelzbindung, keine Zusatzstoffe erforderlich;
Für natürliche/synthetische Faserstoffe (Seide, dünner Polyesterstoff): Kann mit speziellen Schweißköpfen (z. B. gemusterten Radialwellen-Schweißköpfen) verwendet werden, um eine „Punktbindung + Oberflächenbindung“ zu erreichen und so Festigkeit zu gewährleisten, ohne die Atmungsaktivität zu beeinträchtigen;
Für Verbundsubstrate aus plissierten Filterpatronen (z. B. Polyesterfolie + Vliesstoff): Kann zwei verschiedene dünne Materialien gleichzeitig verschweißen, ohne ihre jeweiligen Funktionen zu beeinträchtigen (Filtration der Folie, Unterstützung des Vliesstoffs).
")
III. Hauptanwendungsgebiete
Diese Technologie wird häufig bei Industrietextilien eingesetzt, die eine Versiegelung, Verstärkung und Ästhetik erfordern:
Schutzkleidung: Medizinische Schutzkleidung, Chemikalienschutzkleidung. Dabei handelt es sich um eine der wichtigsten Anwendungen, bei der eine vollständige Abdichtung der Nähte gewährleistet wird, um das Eindringen von Viren, Bakterien oder chemischen Flüssigkeiten zu verhindern.
Outdoor-Produkte: Versiegeln von Nähten in Zelten, Schlafsäcken, wasserdichten Jacken und aufblasbaren Produkten (z. B. Paddleboards).
Heimtextilien: Daunenfutternähte für hochwertige Daunendecken, Kissen und Matratzenbezüge.
Verpackungsindustrie: Verschließen von Teebeuteln, Filtern und medizinischen Verpackungsbeuteln.
Automobilinnenraum: Nähen und Dekorieren von Sitzbezügen, Kopfstützen, Sonnenblenden usw.
IV. Zusammenfassung: Die „Anpassungslogik“ von Radialwellen-Nähmaschinen für das Schweißen dünner Materialien. Die Kernanforderungen für dünne Materialien sind „geringe Beschädigung, hohe Festigkeit, hohe Effizienz und Erhaltung der Eigenschaften“**, und die Ultraschall-Radialwellentechnologie passt perfekt zu den Schweißanforderungen dünner Materialien wie TPU, Seide und plissierter Filterelemente durch: → Gleichmäßige Energieübertragung zur Lösung von „lokalem Überschmelzen/unvollständigem Schweißen“; → Schnelle Lösung bei niedriger Temperatur für „Wärmeverformung/Alterung“; → Kein Einstich/kein Eindringen zur Behebung von „strukturellen Schäden“; → Kontinuierlicher Betrieb zur Lösung der „Massenproduktion“.
Damit ist es die optimale Lösung, um traditionelle Prozesse zu ersetzen. Darüber hinaus kann das Gerät durch Anpassung der Ultraschallfrequenz (28 kHz für dünnere Materialien, 40 kHz für Präzisionsschweißen), des Schweißkopfdrucks (0,1–0,5 MPa) und der Vibrationsamplitude (10–30 μm) weiter an die Dicke und Eigenschaften verschiedener dünner Materialien angepasst werden, wodurch es äußerst flexibel ist.