Сербия
Прегледи: 58 Аутор: Уредник сајта Време објаве: 06.12.2025. Порекло: Сајт
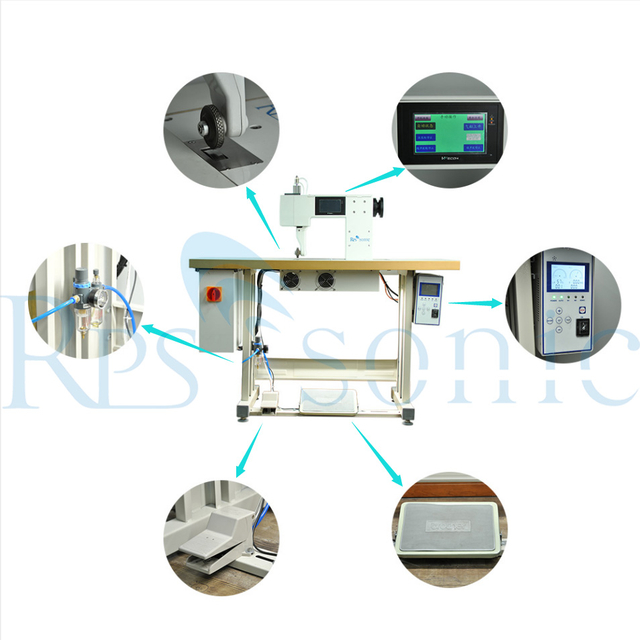
Шта је ултразвучна машина за шивење радијалних таласа?
Приликом заваривања танких материјала као што су ТПУ, свила и плисирани филтерски елементи, основни разлог за избор ултразвучне машине за шивење радијалног таласа су њене технолошке предности: мала оштећења, равномеран пренос енергије и прилагодљивост карактеристикама танких материјала. Ово савршено решава главне болне тачке заваривања танког материјала (лако ломљени, неравни завари, термичка деформација и квар заптивања/везе). Следећа анализа покрива три аспекта: техничке принципе, болне тачке у заваривању танког материјала и циљане предности генерисања радијалних таласа, у комбинацији са специфичним карактеристикама материјала како би се илустровала његова погодност:
И. Појашњавање основног концепта: техничка суштина ултразвучних машина за шивење радијалног таласа
Срж ултразвучног заваривања је коришћење високофреквентних вибрација (20-40кХз) за стварање топлоте кроз трење између молекула на интерфејсу материјала, постижући фузију и везивање без потребе за додатним лепком или навојем. 'Генерација радијалног таласа' се односи на униформно зрачење ултразвучне енергије од обима главе заваривања до центра (или од центра до обима), а не на традиционално линеарно генерисање таласа (простирање енергије у једном правцу). Разлика од традиционалних метода: смер вибрација уобичајених ултразвучних глава за заваривање (калупи) је уздужна вибрација окомита на контактну површину. Емисија радијалног таласа се односи на правац вибрација главе заваривања (обично диска или посебно текстурираног ваљка) унутар њене равни, која се радијално шири и скупља. Овај метод преноса енергије, у комбинацији са структуром континуалног довода машине за шивење, омогућава непрекидан рад истовременог 'храњења, вибрирања и заваривања', што га чини посебно погодним за потребе континуиране обраде танких материјала.
ИИ. Циљане предности емисије ултразвучних радијалних таласа (зашто је погодно за танке материјале)
1. Уједначен пренос енергије, избегавајући локализовано прекомерно топљење/оштећење
Карактеристике емисије радијалних таласа: Енергија зрачи равномерно са контактне површине главе за заваривање, делујући на „планарну област“ танког материјала, а не на „линеарне/тачкасте“ области. Густина енергије по јединици површине је ниска и равномерно распоређена, избегавајући 'тачке концентрације енергије' традиционалне емисије линеарних таласа које изазивају перфорацију и сагоревање танких материјала. Пример: Приликом заваривања ТПУ од 0,2 мм, главе за заваривање радијалног таласа могу контролисати дебљину растопљеног слоја на 5-10 μм, постижући приањање без оштећења подлоге; док је заваривање линеарним таласима склоно прекомерно дебелим растопљеним слојевима (>20μм) због концентрације енергије, што доводи до затезног лома.
Погодно за набране филтерске патроне: Висинска разлика у набраној структури може проузроковати неуједначен контакт у традиционалним процесима. Планарни пренос енергије заваривања радијалним таласима може да покрије неравне површине набора, обезбеђујући да свака контактна тачка добије уједначену енергију и избегавајући прекомерно топљење на врху набора и лоше заваривање на дну.
2. Брзо заваривање на ниској температури, смањујући термичку деформацију: „генерисање топлоте трењем“ код ултразвучног заваривања се дешава само на интерфејсу материјала (вибрације на молекуларном нивоу), што резултира ниском укупном температуром (обично 30-50℃ нижом од термичког заваривања) и изузетно кратким временом заваривања (један завар. 1 секунда < ). Опсег дифузије топлоте танких материјала је < 0,5 мм, готово без термичке деформације. Пример: Свилена влакна имају ниску тачку топљења (полиестерска свила приближно 255 ℃). Нискотемпературне карактеристике заваривања радијалним таласима спречавају топљење и ломљење влакана, одржавајући мекани осећај свиле; док топло заваривање лако доводи до локализованог угљенисања и очвршћавања свиле.
Компатибилан са ТПУ: ТПУ је термопластични еластомер, склон старењу и стврдњавању на високим температурама. Брзо заваривање радијалним таласима смањује термо-оксидативно старење ТПУ-а, одржавајући његову еластичност и водоотпорне перформансе.
3. Недеструктивна веза, одржавање интегритета материјала. Није потребно пробијање игле или конца или продирање лепка. Процес заваривања укључује само молекуларно топљење и спајање, потпуно чувајући оригиналну структуру и својства танког материјала:
Свила: Спречава ломљење влакана, одржавајући прозрачност и мекоћу тканине;
Наборани филтерски елемент: Не зачепљује микропоре (тачност филтрације ≥99,9%), не оштећује наборану структуру (без губитка подручја филтрације);
ТПУ: Без рупица, обезбеђујући водоотпорне перформансе и отпорност на цурење (водоотпоран шав до ИПКС7).
Висока чврстоћа завара: Везивање завареног шава на молекуларном нивоу приближава се чврстоћи саме подлоге, са затезном чврстоћом која достиже 80-90% чврстоће самог танког материјала, далеко премашујући шавове иглом и концем (приближно 50-60%) и лепљење (приближно 40-50%).
4. Прилагодљив на континуирани рад, побољшавајући ефикасност производње: Ултразвучна машина за шивење радијалног таласа интегрише структуру „повлачење-заваривање-сечење“, постижући брзине заваривања од 10-30 м/мин, далеко веће од лепљења (<1 м/мин) и ручног шивања (<5 м/мин), што га чини погодним за производњу танких материјала за шавове (масе за шавове). ТПУ водоотпорна тканина и шавови у свиленој одећи).
Глатки и естетски пријатни заварени шавови: Притисак површине радијалног таласа резултира уједначеном ширином вара (обично 1-3 мм), без трагова игле и конца или остатака лепка, што га чини посебно погодним за производе од танких материјала са високим захтевима за изглед (као што су врхунски свилени производи и производи од медицинског ТПУ филма).
5. Прилагодљив на различите особине танког материјала, веома свестран
За термопластичне материјале (ТПУ, полиестерски филм, најлонски танки филм): Директно молекуларно топљено везивање, нису потребни адитиви;
За тканине од природних/синтетичких влакана (свила, танка тканина од полиестера): Може се користити са специјализованим главама за заваривање (као што су главе за заваривање са радијалним таласима) да би се постигло „тачкасто везивање + површинско везивање“, обезбеђујући чврстоћу без утицаја на прозрачност;
За композитне подлоге од набораних филтер уложака (као што је полиестерска фолија + неткана тканина): Може заварити два различита танка материјала истовремено без угрожавања њихових функција (филтрација филма, подршка нетканог материјала).
")
ИИИ. Главне области примене
Ова технологија се широко користи у индустријском текстилу који захтева заптивање, ојачање и естетику:
Заштитна одећа: медицинска заштитна одећа, хемијска заштитна одећа. Ово је једна од најважнијих примена, која обезбеђује потпуно заптивање шавова како би се спречило продирање вируса, бактерија или хемијских течности.
Производи на отвореном: Заптивање шавова у шаторима, врећама за спавање, водоотпорним јакнама и производима на надувавање (као што су даске за веслање).
Кућни текстил: шавови на доњој подлози за врхунске доње плахте, јастуке и навлаке за душеке.
Индустрија паковања: Заптивање кесица чаја, филтера и кеса за медицинско паковање.
Аутомобилски ентеријери: шивање и декорација пресвлака седишта, наслона за главу, штитника од сунца итд.
ИВ. Резиме: 'Логика прилагођавања' машина за шивење радијалних таласа за заваривање танких материјала Основни захтеви за танке материјале су **'мало оштећење, висока чврстоћа, висока ефикасност и очување својстава'**, а ултразвучна технологија радијалног таласа савршено одговара потребама заваривања танких материјала као што су ТПУ, свила и плисирани елементи за пренос енергије преко 'уједначеног' преноса енергије/комплетних филтера: → заваривање'; → Брзо решење за „топлотне деформације/старење“ на ниској температури; → Без пункције/без продора за решавање 'структуралних оштећења'; → Континуирана операција за решавање 'масовне производње'.
Ово га чини оптималним решењем за замену традиционалних процеса. Поред тога, уређај се може додатно прилагодити дебљини и карактеристикама различитих танких материјала подешавањем ултразвучне фреквенције (28кХз за тање материјале, 40кХз за прецизно заваривање), притиска главе заваривања (0,1-0,5МПа) и амплитуде вибрација (10-30μм), што га чини изузетно флексибилним.