Polski
Wyświetlenia: 58 Autor: Edytor witryny Czas publikacji: 2025-12-06 Pochodzenie: Strona
Co to jest ultradźwiękowa maszyna do szycia z falą promieniową?
Podczas zgrzewania cienkich materiałów, takich jak TPU, jedwab i plisowane elementy filtrów, głównym powodem wyboru ultradźwiękowej maszyny do szycia z falą promieniową są jej zalety technologiczne: niskie uszkodzenia, równomierny transfer energii i możliwość dostosowania do właściwości cienkich materiałów. To doskonale rozwiązuje podstawowe problemy związane ze spawaniem cienkich materiałów (łatwe pękanie, nierówne spoiny, odkształcenia termiczne i awarie uszczelnień/połączeń). Poniższa analiza obejmuje trzy aspekty: zasady techniczne, słabe punkty spawania cienkich materiałów oraz docelowe zalety generowania fal promieniowych w połączeniu ze specyficznymi właściwościami materiału w celu zilustrowania jego przydatności:
I. Wyjaśnienie podstawowej koncepcji: istota techniczna ultradźwiękowych maszyn do szycia z falą promieniową
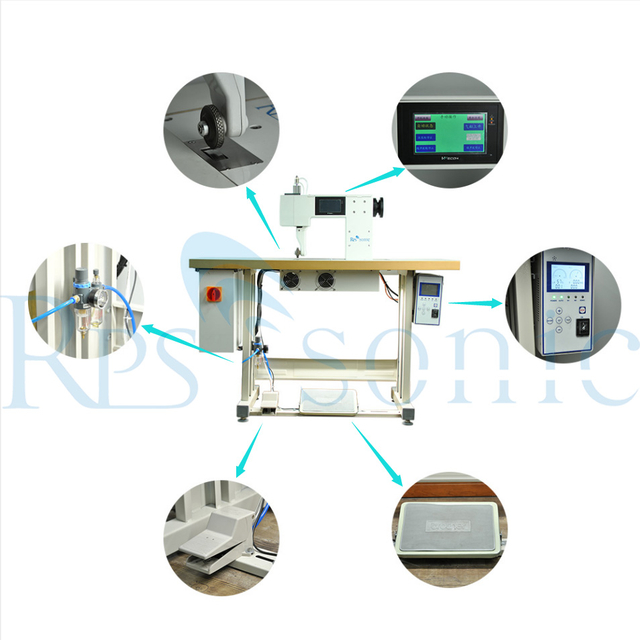
Istotą spawania ultradźwiękowego jest wykorzystanie wibracji o wysokiej częstotliwości (20-40 kHz) do wytworzenia ciepła poprzez tarcie pomiędzy cząsteczkami na styku materiału, osiągając stopienie i połączenie bez potrzeby stosowania dodatkowego kleju lub nici. „Generowanie fali promieniowej” oznacza równomierne promieniowanie energii ultradźwiękowej od obwodu głowicy spawalniczej do środka (lub od środka do obwodu), a nie tradycyjne generowanie fali liniowej (rozchodzenie się energii w jednym kierunku). Różnica w stosunku do metod tradycyjnych: kierunek drgań typowych głowic zgrzewających ultradźwiękowych (form) to drgania wzdłużne, prostopadłe do powierzchni styku. Promieniowa emisja fali odnosi się do kierunku drgań głowicy spawalniczej (najczęściej tarczy lub specjalnie teksturowanego wałka) w jej płaszczyźnie, rozszerzając się i kurcząc promieniowo. Ta metoda przenoszenia energii w połączeniu z ciągłą strukturą podawania maszyny do szycia umożliwia ciągłą pracę „jednoczesnego podawania, wibrowania i spawania”, co czyni ją szczególnie odpowiednią do potrzeb ciągłego przetwarzania cienkich materiałów.
II. Ukierunkowane zalety ultradźwiękowej emisji fal promieniowych (dlaczego nadaje się ona do cienkich materiałów)
1. Jednolity transfer energii, unikanie miejscowego przetopu/uszkodzeń
Charakterystyka emisji fal promieniowych: Energia promieniuje równomiernie z powierzchni styku głowicy spawalniczej i oddziałuje na „płaski obszar” cienkiego materiału, a nie na obszary „liniowe/punktowe”. Gęstość energii na jednostkę powierzchni jest niska i równomiernie rozłożona, co pozwala uniknąć „punktów koncentracji energii” tradycyjnej liniowej emisji fal, które powodują perforację i przypalenie cienkich materiałów. Przykład: Podczas spawania TPU o grubości 0,2 mm głowice spawalnicze z falą promieniową mogą kontrolować grubość stopionej warstwy do 5-10 μm, uzyskując przyczepność bez uszkadzania podłoża; podczas gdy spawanie liniowe jest podatne na powstawanie zbyt grubych warstw stopionego materiału (>20 μm) w wyniku koncentracji energii, co prowadzi do pękania przy rozciąganiu.
Nadaje się do plisowanych wkładów filtracyjnych: Różnica wysokości w plisowanej strukturze może powodować nierówny kontakt w tradycyjnych procesach. Płaski transfer energii podczas spawania promieniowego może pokryć nierówne powierzchnie fałd, zapewniając, że każdy punkt styku otrzymuje równomierną energię i pozwala uniknąć nadmiernego stopienia u góry fałd i słabego zgrzewania u dołu.
2. Szybkie spawanie w niskiej temperaturze, redukujące odkształcenia termiczne: „Wytwarzanie ciepła tarcia” podczas zgrzewania ultradźwiękowego zachodzi tylko na granicy materiału (drgania na poziomie molekularnym), co skutkuje niską temperaturą ogólną (zwykle o 30-50 ℃ niższą niż w przypadku spawania termicznego) i wyjątkowo krótkim czasem zgrzewania (pojedyncza spoina < 0,1 sekundy). Zakres dyfuzji ciepła w przypadku cienkich materiałów wynosi < 0,5 mm, przy prawie zerowym odkształceniu termicznym. Przykład: Włókna jedwabiu mają niską temperaturę topnienia (jedwab poliestrowy około 255 ℃). Niskotemperaturowe właściwości spawania promieniowego zapobiegają topnieniu i pękaniu włókien, zachowując miękkość jedwabiu; podczas gdy spawanie na gorąco łatwo prowadzi do miejscowego zwęglenia i stwardnienia jedwabiu.
Kompatybilny z TPU: TPU to termoplastyczny elastomer, podatny na starzenie i twardnienie w wysokich temperaturach. Szybkie spawanie promieniowe zmniejsza starzenie termooksydacyjne TPU, zachowując jego elastyczność i wodoodporność.
3. Nieniszczące połączenie, zachowujące integralność materiału. Nie jest wymagane przekłuwanie igły ani nici ani penetracja kleju. Proces spawania obejmuje wyłącznie topienie i łączenie molekularne, całkowicie zachowując pierwotną strukturę i właściwości cienkiego materiału:
Jedwab: zapobiega pękaniu włókien, zachowując oddychalność i miękkość tkaniny;
Plisowany element filtrujący: Nie zatyka mikroporów (dokładność filtracji ≥99,9%), nie niszczy plisowanej struktury (nie powoduje utraty powierzchni filtracyjnej);
TPU: brak dziurek, zapewniający wodoodporność i szczelność (stopień wodoodporności spoin do IPX7).
Wysoka wytrzymałość spoiny: Wiązanie szwu spawalniczego na poziomie molekularnym zbliża się do wytrzymałości samego podłoża, przy wytrzymałości na rozciąganie sięgającej 80-90% wytrzymałości samego cienkiego materiału, znacznie przewyższającej szwy igłowe i nitkowe (około 50-60%) i wiązanie klejowe (około 40-50%).
4. Możliwość dostosowania do pracy ciągłej, poprawa wydajności produkcji: Ultradźwiękowa maszyna do szycia z falą promieniową integruje konstrukcję „posuw-spawanie”, osiągając prędkości spawania 10-30 m/min, znacznie przekraczające wiązanie klejowe (<1 m/min) i szycie ręczne (<5 m/min), dzięki czemu nadaje się do masowej produkcji cienkich materiałów (takich jak linie do produkcji filtrów, ciągłe zgrzewanie wodoodpornej tkaniny TPU i szwy w jedwabnych ubraniach).
Gładkie i estetyczne szwy spawalnicze: Promieniowe prasowanie powierzchni fal zapewnia jednolitą szerokość spoiny (zwykle 1-3 mm), bez śladów igieł i nitek oraz resztek kleju, dzięki czemu szczególnie nadaje się do produktów z cienkich materiałów o wysokich wymaganiach dotyczących wyglądu (takich jak wysokiej klasy odzież jedwabna i medyczne produkty z folii TPU).
5. Możliwość dostosowania do różnych właściwości cienkich materiałów, bardzo wszechstronna
Do materiałów termoplastycznych (TPU, folia poliestrowa, cienka folia nylonowa): Bezpośrednie wiązanie poprzez stapianie molekularne, bez konieczności stosowania dodatków;
Do tkanin z włókien naturalnych/syntetycznych (jedwab, cienka tkanina poliestrowa): Można stosować ze specjalistycznymi głowicami spawalniczymi (takimi jak wzorzyste głowice spawalnicze z falą promieniową), aby uzyskać „wiązanie punktowe + łączenie powierzchniowe”, zapewniając wytrzymałość bez wpływu na oddychalność;
W przypadku podłoży kompozytowych plisowanych wkładów filtracyjnych (takich jak folia poliestrowa + włóknina): Można zgrzewać jednocześnie dwa różne cienkie materiały bez uszczerbku dla ich funkcji (filtracja folii, podparcie włókniny).
")
III. Główne obszary zastosowań
Technologia ta jest szeroko stosowana w tekstyliach przemysłowych wymagających uszczelnienia, wzmocnienia i estetyki:
Odzież ochronna: medyczna odzież ochronna, odzież chroniąca przed chemikaliami. Jest to jedno z najważniejszych zastosowań, zapewniające całkowite uszczelnienie szwów, zapobiegające przedostawaniu się wirusów, bakterii czy cieczy chemicznych.
Produkty outdoorowe: Uszczelnianie szwów w namiotach, śpiworach, kurtkach wodoodpornych i produktach nadmuchiwanych (takich jak deski wiosłowe).
Tekstylia domowe: szwy puchowe do wysokiej klasy kołder puchowych, poduszek i pokrowców na materace.
Przemysł opakowaniowy: Zgrzewanie torebek z herbatą, filtrów i torebek do opakowań medycznych.
Wnętrza samochodowe: Szycie i zdobienie pokrowców siedzeń, zagłówków, osłon przeciwsłonecznych itp.
IV. Podsumowanie: „Logika adaptacji” maszyn do szycia promieniowego do zgrzewania cienkich materiałów Podstawowe wymagania dotyczące cienkich materiałów to **„niskie uszkodzenia, wysoka wytrzymałość, wysoka wydajność i zachowanie właściwości”**, a technologia ultradźwiękowej fali promieniowej doskonale odpowiada potrzebom spawania cienkich materiałów, takich jak TPU, jedwab i plisowane elementy filtrujące poprzez: → Jednolity transfer energii w celu rozwiązania „lokalnego przetopienia/niepełnego spawania”; → Niskotemperaturowe szybkie rozwiązanie problemu „deformacji cieplnej/starzenia”; → Brak przekłuć/brak penetracji w celu usunięcia „uszkodzeń konstrukcyjnych”; → Ciągła praca w celu rozwiązania „produkcji masowej”.
Dzięki temu jest to optymalne rozwiązanie zastępujące tradycyjne procesy. Ponadto urządzenie można dodatkowo dostosować do grubości i charakterystyki różnych cienkich materiałów poprzez regulację częstotliwości ultradźwiękowej (28 kHz dla cieńszych materiałów, 40 kHz dla spawania precyzyjnego), ciśnienia głowicy spawalniczej (0,1-0,5 MPa) i amplitudy drgań (10-30 μm), dzięki czemu jest niezwykle elastyczne.