Deutsch
Aufrufe: 98 Autor: Site-Editor Veröffentlichungszeit: 12.02.2026 Herkunft: Website
Anwendung der Ultraschallschweißtechnologie in der Vakuumglasindustrie
In der Vakuumglasindustrie wird Ultraschallschweißen nicht zum direkten Schweißen von Glas an Glas eingesetzt, sondern als zentrales Mittel zur „Glasmetallisierung“. Es nutzt hochfrequente Vibrationen, um die Glasoberfläche fest mit einer Metallschicht zu überziehen und so den physikalischen Engpass zu umgehen, der das direkte Schweißen von Glas erschwert.
Anwendungsdimension |
Technologie |
Grundwerte/Durchbruchspunkte |
Prozesspositionierung |
Vorbehandlung zur „Metallisierung“ der Glasoberfläche: Durch die hochfrequente Vibration (Kavitationseffekt) des Ultraschall-Lötkolbens/Lötgefäßes wird Zinn direkt auf die Glaskante plattiert oder Metallfolie aufgelötet, so dass eine Metallschicht entsteht, die mit dem Glaskörper verfestigt wird. |
Es löst das Problem der unterschiedlichen Wärmeausdehnung zwischen Glas und Metall; Es macht die Verwendung von Glas mit niedrigem Schmelzpunkt (zur Vermeidung von Bleitoxizität) und Flussmitteln (zur Vermeidung von Restkorrosion) überflüssig. |
Verpackungsstruktur |
Hermetisch dichte Verbindung in zwei Schritten: 1. Vorbereiten der Metallschicht mittels Ultraschall; 2. Erzielen Sie eine hermetisch dichte Verschweißung der Kanten der beiden Glasstücke durch Hartlöten oder Verbinden von Metalldichtungsblechen. |
Es zeichnet sich durch eine hohe Siegelfestigkeit und Temperaturschockbeständigkeit aus; Die Lichtbogen-/Pufferstruktur der Metalldichtungsfolie kann sich an die Verformung durch Temperaturunterschiede anpassen und gewährleistet so die langfristige Sicherheit des Vakuumglases. |
Schlüsselausrüstung |
Spezielle Ultraschall-Lötkolben-Verzinnungsausrüstung: Für die präzise Auftragung von Lot auf die metallisierte Schicht stehen spezielle Lötkolbenausrüstungen für das Kantenschweißen von Vakuumglas zur Verfügung. |
Es ermöglicht eine kontrollierbare Lotdicke und verbessert die Erfolgsquote bei der Verpackung; Das automatisierte Rotationsadsorptionsdesign erleichtert das kontinuierliche Schweißen des Rahmens. |
Modernste Durchbrüche |
Bleifreies Niedrigtemperatur-Aktivlot: Spezieller Aktivlotdraht (wie CERASOLZER) enthält Elemente wie Titan und seltene Erden, die unter Ultraschalleinwirkung chemische Bindungen (RO-Bindungen) mit der Glasschnittstelle eingehen, und die Haftfestigkeit ist weitaus höher als die der herkömmlichen physikalischen Haftung. |
Die Schweißtemperatur kann um 30–100 °C gesenkt werden, wodurch das gehärtete Glas vor einer „Enthärtung“ geschützt wird. Die Grenzfläche bildet eine metallurgische/chemische Verbindung, wodurch eine Luftdichtheit ohne Leckage und eine Lebensdauer von über 20 Jahren erreicht wird. |
disruptive Technologien |
Direktes Kaltschweißen von Aluminiumfolie (F&E-Stadium): Im Rahmen des US-amerikanischen SBIR-Projekts wurde versucht, auf Lötmittel zu verzichten und mithilfe eines Ultraschall-Nahtschweißgeräts Aluminiumfolie direkt kalt auf das Glas zu pressen. Dadurch konnte die Schweißzeit auf weniger als eine Sekunde reduziert werden, mit dem Ziel, die Kosten für Vakuumglas auf das gleiche Niveau wie für Isolierglas zu senken. |
Durch den vollständigen Verzicht auf den Heizofen konnte der Schweißzyklus für ein einzelnes Stück von mehreren Stunden auf 30 Sekunden pro Stück reduziert werden; Das Mikroleckageproblem wurde gelöst und es wird erwartet, dass es eine Kostenrevolution im Bereich der Gebäudeenergieeinsparung auslösen wird. |
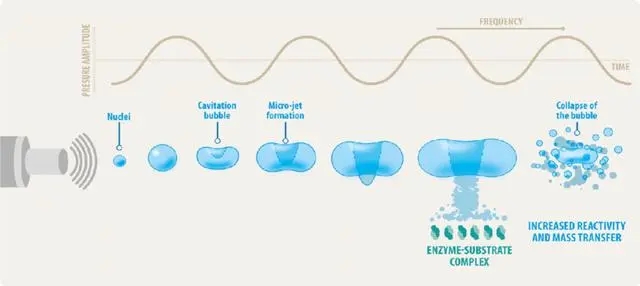
Warum Ultraschallwellen so wichtig sind: Glasoberflächen haben eine hohe Energie und stabile Eigenschaften, sodass sie von gewöhnlichen Loten nicht benetzt werden können. Der Kavitationseffekt von Ultraschall (die Implosion von Blasen, die örtlich begrenzte Hochdruckstrahlen erzeugen) entfernt physikalisch die adsorbierte Schicht und mikroskopische Verunreinigungen auf der Glasoberfläche und legt eine hochenergetische Oberfläche frei, die die Ausbreitung von geschmolzenem Lot ermöglicht.
Prozessfenster: Industrielle Anwendungen nutzen hauptsächlich Frequenzen zwischen 40 kHz und 55 kHz, wobei der höhere Frequenzbereich (55 kHz) eine feinere Amplitude bietet, geeignet für dünnes Glas oder Präzisionslöten. Die Ausrüstung integriert typischerweise eine Heißluftvorwärmung, um Thermoschocks zu reduzieren.
Qualitätsverbesserung: Fallstudien zeigen, dass Ultraschall-Vorverzinnung die Siegelfestigkeit um über 30 % erhöhen und die Ausschussrate um 5–15 % senken kann.
Zusammenfassung: Der aktuelle Mainstream in der Branche hat sich von „ob es lötbar ist“ zu „hocheffizientem und zuverlässigem Löten“ entwickelt, wobei sich die Spitzenforschung auf kostengünstiges, ofenloses und zweites Löten konzentriert. Wenn Sie Geräte und Prozesse für bestimmte Glasdicken oder Produktionsmengen auswählen müssen, machen Sie bitte weitere Angaben zu Ihren Anforderungen.