Français
Vues : 93 Auteur : Éditeur du site Heure de publication : 2026-02-12 Origine : Site
Application de la technologie de soudage par ultrasons dans l’industrie du verre sous vide
Dans l'industrie du verre sous vide, le soudage par ultrasons n'est pas utilisé pour le soudage direct du verre sur le verre, mais plutôt comme moyen clé de « métallisation du verre ». Il utilise des vibrations à haute fréquence pour recouvrir fermement la surface du verre d'une couche métallique, contournant ainsi le goulot d'étranglement physique qui rend difficile le soudage direct du verre.
Dimension de l'application |
technologie |
Valeurs fondamentales/points révolutionnaires |
Positionnement du processus |
Prétraitement pour la « métallisation » de la surface du verre : en utilisant la vibration à haute fréquence (effet de cavitation) du fer à souder/boîte à souder à ultrasons, l'étain est directement plaqué ou une feuille métallique est soudée sur le bord du verre pour former une couche métallique qui se solidifie avec le corps en verre. |
Il résout le problème de l'inadéquation de la dilatation thermique entre le verre et le métal ; il élimine le besoin de verre à bas point de fusion (évitant la toxicité du plomb) et de flux (empêchant la corrosion résiduelle). |
Structure de l'emballage |
Connexion hermétique en deux étapes : 1. Préparer la couche métallique par ultrasons ; 2. Réaliser une soudure hermétique des bords des deux pièces de verre en brasant ou en reliant des feuilles d'étanchéité métalliques. |
Il présente une force d’étanchéité élevée et une résistance aux chocs thermiques ; la structure arc/tampon de la feuille d'étanchéité métallique peut s'adapter à la déformation par différence de température, assurant la sécurité à long terme du verre sous vide. |
Équipement clé |
Équipement spécialisé d'étamage pour fer à souder par ultrasons : Un équipement de fer à souder spécialisé pour le soudage des bords du verre sous vide est disponible pour revêtir avec précision la soudure sur la couche métallisée. |
Il permet une épaisseur de soudure contrôlable et améliore le taux de réussite de l'emballage ; la conception d'adsorption par rotation automatisée facilite le soudage continu du cadre. |
Des avancées de pointe |
Soudure active à basse température sans plomb : le fil de soudure actif spécial (tel que CERASOLZER) contient des éléments tels que le titane et les terres rares, qui forment des liaisons chimiques (liaisons RO) avec l'interface du verre sous action ultrasonique, et la force d'adhésion est bien supérieure à celle de l'adhésion physique traditionnelle. |
La température de soudage peut être réduite de 30 à 100 ℃, protégeant le verre trempé de la « détrempe » ; l'interface forme une liaison métallurgique/chimique, permettant d'obtenir une étanchéité à l'air « zéro fuite » et une durée de vie de plus de 20 ans. |
technologies de rupture |
Soudage direct à froid de la feuille d'aluminium (étape de R&D) : Le projet américain SBIR a tenté d'abandonner la soudure et d'utiliser une soudeuse à ultrasons pour presser directement à froid la feuille d'aluminium sur le verre, réduisant ainsi le temps de soudage à un niveau inférieur à la seconde, dans le but de réduire le coût du verre sous vide au même niveau que celui du verre isolant. |
Abandonnant totalement le four de chauffage, le cycle de soudage d'une seule pièce a été réduit de plusieurs heures à 30 secondes par pièce ; le problème des micro-fuites a été résolu et devrait déclencher une révolution des coûts dans le domaine de la conservation de l'énergie des bâtiments. |
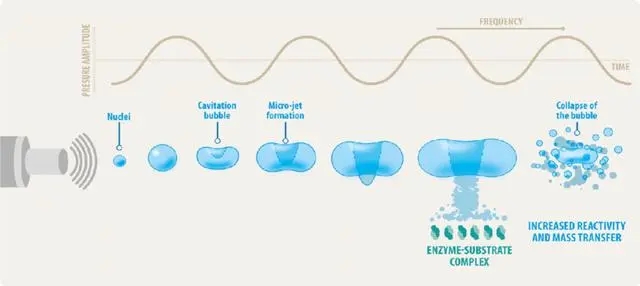
Pourquoi les ondes ultrasoniques sont essentielles : Les surfaces en verre ont des propriétés énergétiques et stables élevées, ce qui les rend non mouillables par les soudures ordinaires. L'effet de cavitation des ultrasons (l'implosion de bulles générant des jets localisés à haute pression) élimine physiquement la couche adsorbée et les contaminants microscopiques sur la surface du verre, exposant une surface à haute énergie qui permet à la soudure fondue de se propager.
Fenêtre de processus : les applications industrielles utilisent principalement des fréquences comprises entre 40 kHz et 55 kHz, la plage de fréquences plus élevée (55 kHz) offrant une amplitude plus fine, adaptée au verre fin ou au soudage de précision. L'équipement intègre généralement un préchauffage à l'air chaud pour réduire le choc thermique.
Amélioration de la qualité : des études de cas montrent que le pré-étamage par ultrasons peut augmenter la résistance du joint de plus de 30 % et réduire les taux de rebut de 5 à 15 %.
Résumé : Le courant dominant actuel de l'industrie est passé de « la possibilité de souder » à « un brasage hautement efficace et fiable », avec une recherche de pointe axée sur le brasage à faible coût, sans four et de deuxième niveau. Si vous devez sélectionner des équipements et des processus pour des épaisseurs de verre ou des volumes de production spécifiques, veuillez fournir plus de détails sur vos besoins.