Polski
Wyświetlenia: 93 Autor: Edytor witryny Czas publikacji: 2026-02-12 Pochodzenie: Strona
Zastosowanie technologii zgrzewania ultradźwiękowego w przemyśle szkła próżniowego
W przemyśle szkła próżniowego zgrzewanie ultradźwiękowe nie jest stosowane do bezpośredniego spawania szkła ze szkłem, ale raczej jako kluczowy sposób „metalizacji szkła”. Wykorzystuje wibracje o wysokiej częstotliwości, aby mocno pokryć powierzchnię szkła warstwą metalu, omijając w ten sposób fizyczne wąskie gardło utrudniające bezpośrednie spawanie szkła.
Wymiar aplikacji |
technologia |
Podstawowe wartości/punkty przełomowe |
Pozycjonowanie procesu |
Obróbka wstępna w celu „metalizacji” powierzchni szkła: za pomocą wibracji o wysokiej częstotliwości (efekt kawitacji) lutownicy ultradźwiękowej/puszki lutowniczej, cyna jest bezpośrednio powlekana lub folia metalowa jest lutowana na krawędzi szkła, tworząc metalową warstwę zestaloną ze szklanym korpusem. |
Rozwiązuje problem niedopasowania rozszerzalności cieplnej szkła i metalu; eliminuje potrzebę stosowania szkła o niskiej temperaturze topnienia (unikanie toksyczności ołowiu) i topnika (zapobieganie korozji resztkowej). |
Struktura opakowania |
Dwuetapowe połączenie hermetyczne: 1. Przygotować warstwę metalu za pomocą ultradźwięków; 2. Uzyskaj hermetyczne spawanie krawędzi dwóch kawałków szkła poprzez lutowanie lub łączenie metalowych arkuszy uszczelniających. |
Charakteryzuje się dużą wytrzymałością zgrzewania i odpornością na szok termiczny; struktura łuku/bufora metalowej blachy uszczelniającej może dostosować się do odkształcenia spowodowanego różnicą temperatur, zapewniając długoterminowe bezpieczeństwo szkła próżniowego. |
Kluczowe wyposażenie |
Specjalistyczny sprzęt do lutowania ultradźwiękowego cynowania: Dostępny jest specjalistyczny sprzęt lutowniczy do zgrzewania krawędziowego szkła próżniowego w celu precyzyjnego powlekania lutem na metalizowanej warstwie. |
Umożliwia kontrolowanie grubości lutu i poprawia skuteczność pakowania; konstrukcja z automatyczną adsorpcją rotacyjną ułatwia ciągłe spawanie ramy. |
Najnowocześniejsze przełomy |
Bezołowiowy, aktywny lut w niskiej temperaturze: Specjalny aktywny drut lutowniczy (taki jak CERASOLZER) zawiera pierwiastki takie jak tytan i pierwiastki ziem rzadkich, które tworzą wiązania chemiczne (wiązania RO) ze szklaną powierzchnią stykową pod działaniem ultradźwięków, a siła przyczepności jest znacznie większa niż w przypadku tradycyjnej przyczepności fizycznej. |
Temperaturę zgrzewania można obniżyć o 30-100℃, chroniąc szkło hartowane przed „odpuszczaniem”; interfejs tworzy wiązanie metalurgiczno-chemiczne, zapewniając szczelność „zero wycieków” i projektowaną trwałość ponad 20 lat. |
przełomowe technologie |
Bezpośrednie zgrzewanie folii aluminiowej na zimno (etap badawczo-rozwojowy): W amerykańskim projekcie SBIR podjęto próbę rezygnacji z lutowania i wykorzystania zgrzewarki ultradźwiękowej do bezpośredniego dociskania folii aluminiowej na zimno do szkła, skracając czas zgrzewania do poziomu poniżej sekundy, mając na celu obniżenie kosztów szkła próżniowego do tego samego poziomu co w przypadku szkła izolacyjnego. |
Całkowicie rezygnując z pieca grzewczego, cykl zgrzewania pojedynczego elementu został skrócony z kilku godzin do 30 sekund na sztukę; problem mikroprzecieków został rozwiązany i oczekuje się, że spowoduje to rewolucję kosztową w dziedzinie oszczędzania energii w budynkach. |
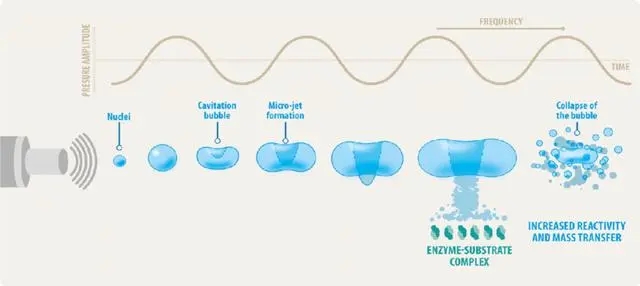
Dlaczego fale ultradźwiękowe są niezbędne: Powierzchnie szklane mają wysoką energię i stabilne właściwości, dzięki czemu nie można ich zwilżyć zwykłymi lutami. Efekt kawitacyjny ultradźwięków (implozja pęcherzyków wytwarzających zlokalizowane strumienie pod wysokim ciśnieniem) fizycznie usuwa zaadsorbowaną warstwę i mikroskopijne zanieczyszczenia z powierzchni szkła, odsłaniając powierzchnię o wysokiej energii, która umożliwia rozprzestrzenianie się stopionego lutowia.
Okno procesowe: Zastosowania przemysłowe wykorzystują głównie częstotliwości od 40 kHz do 55 kHz, przy czym wyższy zakres częstotliwości (55 kHz) zapewnia lepszą amplitudę, odpowiednią do cienkiego szkła lub lutowania precyzyjnego. Sprzęt zazwyczaj integruje wstępne podgrzewanie gorącym powietrzem, aby zmniejszyć szok termiczny.
Poprawa jakości: Studia przypadków pokazują, że wstępne cynowanie ultradźwiękowe może zwiększyć wytrzymałość uszczelnienia o ponad 30% i zmniejszyć ilość złomów o 5% -15%.
Podsumowanie: Obecny główny nurt branży przeszedł od pytania „czy można lutować” do „lutowania wysoce wydajnego i niezawodnego”, a najnowocześniejsze badania skupiały się na lutowaniu tanim, niewymagającym użycia pieca i lutowaniu drugiego poziomu. Jeśli chcą Państwo wybrać sprzęt i procesy dla określonych grubości szkła lub wielkości produkcji, prosimy o podanie dalszych szczegółów swoich wymagań.