Français




|
















| Fréquence : | |
|---|---|
| Amplitude de vibration (a) : | |
| Gap overcut : | |
| Quantité : | |
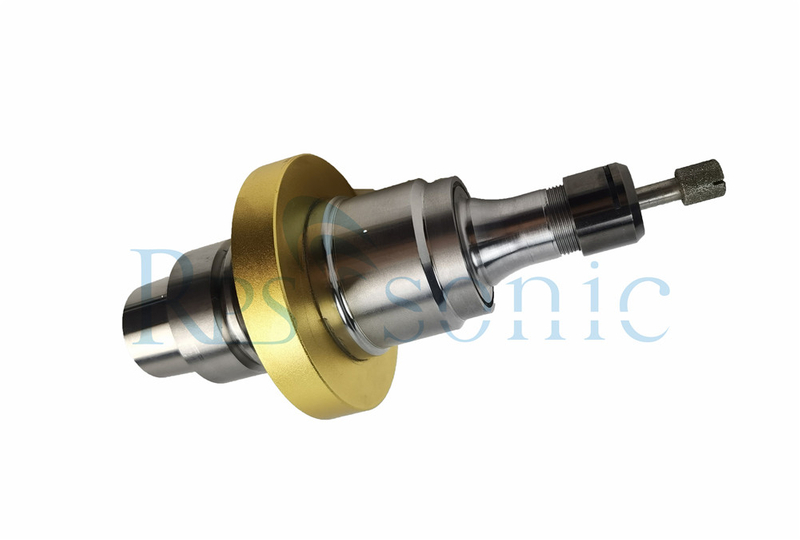


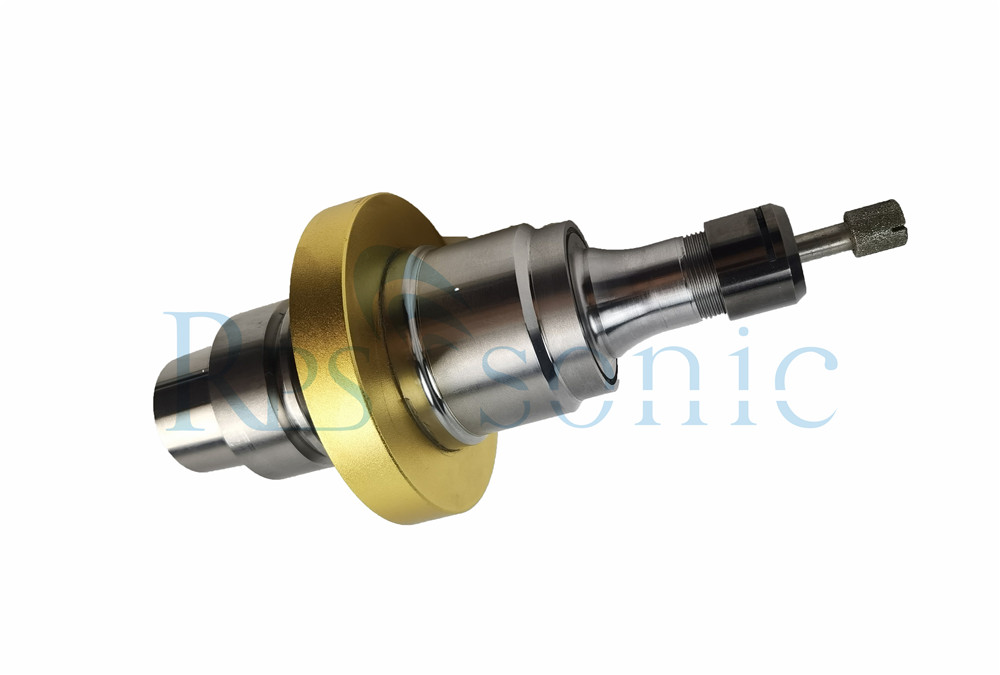
M20-R
Rps-sonic
M20-R
Introduction
L'usinage par ultrasons est un processus d'usinage non traditionnel de type mécanique. Il est utilisé pour usiner des matériaux durs et cassants (matériaux électriquement conducteurs et non conducteurs) ayant une dureté généralement supérieure à 40 HRC. Le procédé a été développé pour la première fois dans les années 1950 et était à l'origine utilisé pour la finition des surfaces EDM. Lors de l'usinage par ultrasons, l'outil de forme souhaitée vibre à une fréquence ultrasonique (19 à 25 kHz) avec une amplitude de 15 à 50 microns sur la pièce à travailler. Généralement, l'outil est enfoncé avec une force d'avance F. Entre l'outil et la pièce à travailler, la zone d'usinage est inondée de particules abrasives dures, généralement sous forme de boue à base d'eau. Lorsque l'outil vibre sur la pièce à travailler, les particules abrasives agissent comme un pénétrateur et indentent à la fois la pièce et le matériau de l'outil. Les particules abrasives, à mesure qu'elles indentent le matériau de travail, enlèveraient le matériau de l'outil et de la pièce à travailler. Dans l'usinage par ultrasons, l'enlèvement de matière est dû à l'initiation, à la propagation et à la fracture fragile du matériau. L'USM est utilisé pour l'usinage de matériaux durs et cassants, qui sont de mauvais conducteurs d'électricité et ne peuvent donc pas être traités par usinage électrochimique (ECM) ou par usinage par électroérosion (EDM). L'outil en USM est conçu pour vibrer à haute fréquence sur la surface de travail au milieu du lisier qui s'écoule. La principale raison d’utiliser la fréquence ultrasonique est d’offrir de meilleures performances. Les fréquences audibles d'intensités requises seraient entendues comme un son extrêmement fort et provoqueraient de la fatigue, voire des dommages permanents à l'appareil auditif.
Dans le processus UM, un signal électrique basse fréquence est appliqué à un transducteur, qui convertit l'énergie électrique en vibration mécanique haute fréquence (~ 20 KHz) (voir Figure 2). Cette énergie mécanique est transmise à un ensemble cornet et outil et se traduit par une vibration unidirectionnelle de l'outil à la fréquence ultrasonore avec une amplitude connue. L'amplitude standard des vibrations est généralement inférieure à 0,002 po. Le niveau de puissance de ce processus est compris entre 50 et 3 000 watts. La pression est appliquée à l'outil sous forme de charge statique.
Un flux constant de boue abrasive passe entre l’outil et la pièce. Les abrasifs couramment utilisés comprennent le diamant, le carbure de bore, le carbure de silicium et l'alumine, et les grains abrasifs sont en suspension dans l'eau ou dans une solution chimique appropriée. En plus de fournir des grains abrasifs à la zone de coupe, la boue est utilisée pour éliminer les débris. L'outil vibrant, combiné à la pâte abrasive, abrase le matériau uniformément, laissant une image inversée précise de la forme de l'outil.
L'usinage par ultrasons est un processus d'usinage abrasif lâche qui nécessite une très faible force appliquée sur le grain abrasif, ce qui entraîne une réduction des besoins en matériaux et un dommage minime, voire nul, à la surface. L'enlèvement de matière au cours du processus UM peut être classé en trois mécanismes : l'abrasion mécanique par martelage direct des particules abrasives dans la pièce (majeur), le micro-écaillage par l'impact des abrasifs libres (mineur) et l'érosion et l'effet chimique induits par la cavitation (mineur). 2
Les taux d'enlèvement de matière et la rugosité de surface générée sur la surface usinée dépendent des propriétés du matériau et des paramètres du processus, notamment le type et la taille des grains abrasifs utilisés et l'amplitude des vibrations, ainsi que la porosité, la dureté et la ténacité du matériau. En général, le taux d'enlèvement de matière sera plus faible pour les matériaux présentant une dureté (H) et une ténacité à la rupture (KIC) élevées.
Paramètres de l'usinage par ultrasons :
La méthode d’usinage par vibrations ultrasoniques est une technique de découpe efficace pour les matériaux difficiles à usiner. On constate que le mécanisme USM est influencé par ces paramètres importants.
Amplitude d'oscillation de l'outil (a0)
Fréquence d'oscillation de l'outil (f)
Matériel d'outils
Type d'abrasif
Taille des grains ou granulométrie des abrasifs – d0
Force d'avance - F
Zone de contact de l'outil – A
Concentration volumique d'abrasif dans la bouillie d'eau – C
Rapport entre la dureté de la pièce et la dureté de l'outil ; λ = σw/σt
| Article | Paramètre |
| Abrasif | Carbure de bore, oxyde d'aluminium et carbure de silicium |
| Taille des grains (d0) | 100 – 800 |
| Fréquence de vibration (f) | 19 – 25 kHz |
| Amplitude de vibration (a) | 15 - 50 µm |
| Matériel d'outil | Alliage de titane en acier doux |
| Taux d'usure | Tungstène 1,5:1 et verre 100:1 |
| Écart surcoupé | 0,02-0,1 mm |

Caractéristiques:
Installation simple
Améliorer l'intégrité de la surface du matériau en cours de traitement pour une véritable découpe à froid
Réduisez la résistance de coupe pendant le traitement de l'outil et réduisez la contrainte résiduelle sur la surface du matériau usiné
Le traitement des machines-outils à grande vitesse peut être utilisé pour améliorer l’efficacité de l’usinage dans les applications de machines à basse vitesse
JT, BT, HSK, tige droite personnalisés et autres spécifications en fonction de la broche de la machine-outil de l'utilisateur
Convient aux matériaux durs et cassants, tels que : le verre, les lampes en céramique sont des matériaux plus difficiles à traiter.





































