magyar




|
















| Frekvencia: | |
|---|---|
| Rezgés amplitúdója (a): | |
| rés túlvágása : | |
| Mennyiség: | |
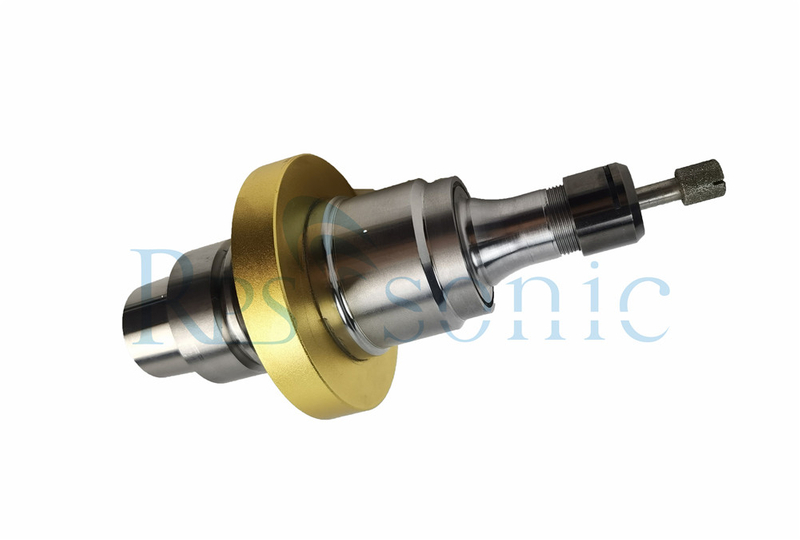


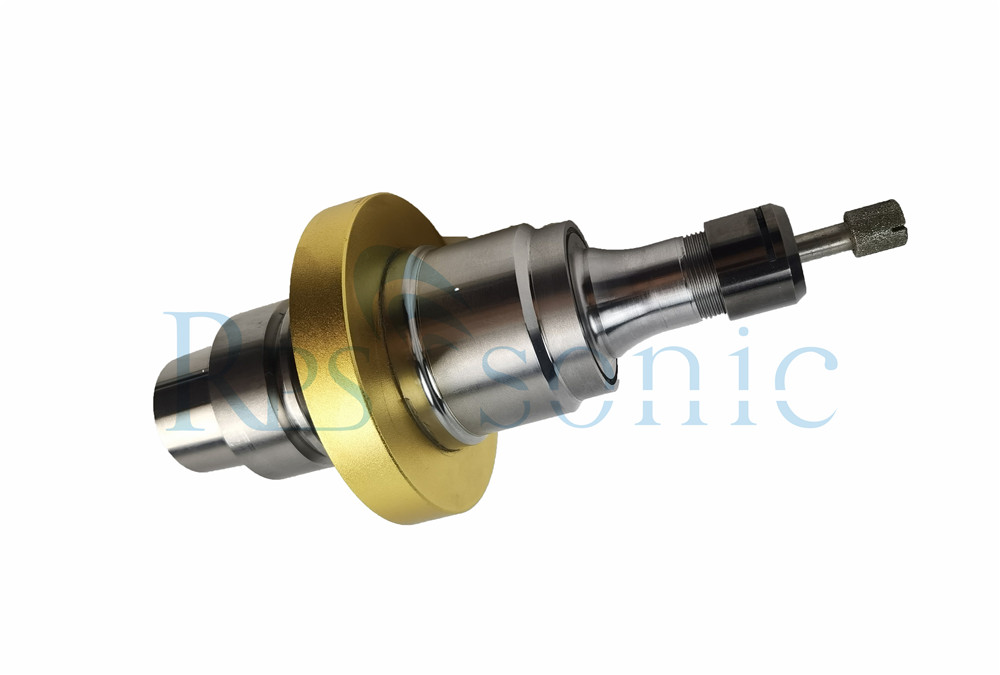
M20-R
Rps-sonic
M20-R
Bevezetés
Az ultrahangos megmunkálás egy mechanikus típusú, nem hagyományos megmunkálási folyamat. Kemény és rideg anyagok (elektromosan vezető és nem vezető anyagok) megmunkálására használják, amelyek keménysége általában nagyobb, mint 40 HRC. Az eljárást először az 1950-es években fejlesztették ki, és eredetileg szikraforgácsoló felületek befejezésére használták. Ultrahangos megmunkálásnál a kívánt alakú szerszám ultrahangfrekvencián (19-25 kHz) rezeg, 15-50 mikron amplitúdóval a munkadarab felett. A szerszámot általában F előtolóerővel nyomják le. A szerszám és a munka között a megmunkálási zónát kemény csiszolószemcsék árasztják el, általában vízbázisú iszap formájában. Ahogy a szerszám rezeg a munkadarabon, a csiszolórészecskék bemélyedésként és bemélyedésként működnek mind a munka, mind a szerszám anyagában. A koptató részecskék, amint bemélyednek, a munkaanyag eltávolítja az anyagot mind a szerszámról, mind a munkadarabról. Az ultrahangos megmunkálás során az anyag eltávolítása a repedés keletkezésének, terjedésének és az anyag rideg törésének köszönhető. Az USM kemény és törékeny anyagok megmunkálására szolgál, amelyek rossz elektromos vezetők, és ezért nem dolgozhatók fel elektrokémiai megmunkálással (ECM) vagy elektrokisütéses megmunkálással (EDM). Az USM-ben található szerszám nagy frekvenciával rezeg a munkafelületen az áramló iszap közepén. Az ultrahangfrekvencia használatának fő oka a jobb teljesítmény biztosítása. A kívánt intenzitású hallható frekvenciák rendkívül erős hangként hallhatók, és kimerültséget, sőt maradandó károsodást okoznának a hallókészülékben.
Az UM eljárás során egy alacsony frekvenciájú elektromos jelet adnak át egy átalakítóhoz, amely az elektromos energiát nagyfrekvenciás (~20 KHz) mechanikai rezgéssé alakítja (lásd 2. ábra). Ezt a mechanikai energiát a kürt és a szerszám szerelvényre továbbítják, és a szerszám egyirányú rezgését eredményezi az ultrahang frekvencián, ismert amplitúdóval. A rezgés standard amplitúdója általában kisebb, mint 0,002 hüvelyk. Ennek a folyamatnak a teljesítményszintje 50 és 3000 watt között van. Statikus terhelés formájában nyomás nehezedik a szerszámra.
A csiszolóiszap állandó áramlása halad át a szerszám és a munkadarab között. Az általánosan használt csiszolóanyagok közé tartozik a gyémánt, a bór-karbid, a szilícium-karbid és az alumínium-oxid, és a csiszolószemcséket vízben vagy megfelelő kémiai oldatban szuszpendálják. Amellett, hogy csiszolószemcsét juttat a vágási zónába, a hígtrágyát a törmelék leöblítésére használják. A rezgőszerszám a csiszolószuszpenzióval kombinálva egyenletesen koptatja az anyagot, így a szerszám alakjáról precíz fordított kép alakul ki.
Az ultrahangos megmunkálás egy laza csiszoló megmunkálási eljárás, amely nagyon kis erőt igényel a csiszolószemcsékre, ami csökkenti az anyagszükségletet, és minimális vagy semmilyen sérülést nem okoz a felületen. Az UM eljárás során az anyageltávolítás három mechanizmusra osztható: mechanikai kopás a csiszolószemcséknek a munkadarabba való közvetlen kalapálásával (fő), mikroforgácsolás a szabadon mozgó csiszolóanyagok hatására (kisebb), valamint kavitáció által kiváltott erózió és kémiai hatás (kisebb). 2
Az anyageltávolítási sebesség és a megmunkált felületen keletkező felületi érdesség az anyag tulajdonságaitól és a folyamat paramétereitől függ, beleértve az alkalmazott csiszolószemcse típusát és méretét, a rezgés amplitúdóját, valamint az anyag porozitását, keménységét és szívósságát. Általánosságban elmondható, hogy az anyageltávolítási sebesség alacsonyabb a nagy anyagkeménységű (H) és törési szilárdságú (KIC) anyagok esetében.
Az ultrahangos megmunkálás paraméterei:
Az ultrahangos vibrációs megmunkálási módszer egy hatékony vágási technika nehezen megmunkálható anyagokhoz. Azt találtuk, hogy az USM mechanizmust ezek a fontos paraméterek befolyásolják.
A szerszám rezgésének amplitúdója (a0)
A szerszám rezgésének gyakorisága (f)
Szerszámanyag
A csiszolóanyag típusa
A csiszolóanyagok szemcsemérete vagy szemcsemérete – d0
Előtolási erő - F
A szerszám érintkezési területe – A
A csiszolóanyag térfogati koncentrációja vizes zagyban – C
A munkadarab keménységének és a szerszám keménységének aránya; λ=σw/σt
| Tétel | Paraméter |
| Csiszoló | Bór-karbid, alumínium-oxid és szilícium-karbid |
| Szemcsenagyság (d0) | 100-800 |
| Rezgés gyakorisága (f) | 19 – 25 kHz |
| A rezgés amplitúdója (a) | 15-50 µm |
| Szerszám anyaga | Lágy acél titán ötvözet |
| Kopásarány | Volfrám 1,5:1 és üveg 100:1 |
| A rés túlvágása | 0,02-0,1 mm |

Jellemzők:
Egyszerű telepítés
Javítsa a feldolgozott anyag felületi integritását a valódi hidegvágás érdekében
Csökkentse a forgácsolási ellenállást a szerszám megmunkálása során, és csökkentse a megmunkált anyag felületén a maradék feszültséget
A nagy sebességű szerszámgép-feldolgozás felhasználható a megmunkálási hatékonyság javítására kis sebességű gépi alkalmazásokban
Testreszabott JT, BT, HSK, egyenes szár és egyéb specifikációk a felhasználó szerszámgép orsója szerint
Alkalmas kemény és törékeny anyagokhoz, mint például: üveg, kerámia lámpák nehezebben feldolgozható anyagok.





































