Polski
Wyświetlenia: 36 Autor: Edytor witryny Czas publikacji: 2019-07-24 Pochodzenie: Strona
Zasada wykrywania wad ultradźwiękowych sondy ultradźwiękowej oraz testowanie i projektowanie czujników
Przetworniki ultradźwiękowe, tuby i tuleje głosowe to urządzenia przetwarzające energię elektryczną na wibracje. Aby zrozumieć zasadę działania, można dokonać porównania spawarki ultradźwiękowej z samochodem.
Czujnik dokonuje konwersji energii (jako silnik), transformator reguluje stosunek siły do prędkości (jak w skrzyni biegów), a na koniec klakson ultradźwiękowy/ultradźwiękowy kieruje i wykorzystuje tę energię do wykonania wymaganej pracy (jako koło).
W samochodach wszystkie elementy układu mechanicznego muszą być zaprojektowane z uwzględnieniem harmonicznych, aby zmaksymalizować efektywność transferu energii. Podobnie jest w przypadku systemów ultradźwiękowych, jednak w tym przypadku kluczowym parametrem efektywności jest częstotliwość składowej, która powinna być jak najbardziej zbliżona (np. 20 kHz +/- 50 Hz).
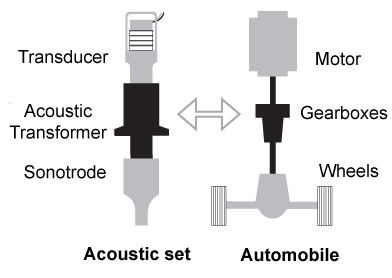
(Analogia między akustycznym zgrzewaniem ultradźwiękowym a układem mechanicznym samochodu. )
Operacyjny
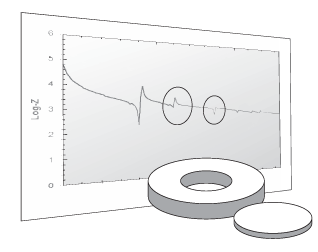
Czujnik ma dwie częstotliwości robocze, które można łatwo zidentyfikować na krzywej impedancji elektrycznej. Maksymalna impedancja odpowiada częstotliwości antyrezonansowej (maksymalna prędkość). System zgrzewania ultradźwiękowego działa na częstotliwości antyrezonansowej. Minimalna impedancja odpowiada częstotliwości rezonansowej (maksymalnej sile). Ultradźwiękowy system czyszczenia działa na częstotliwości rezonansowej.
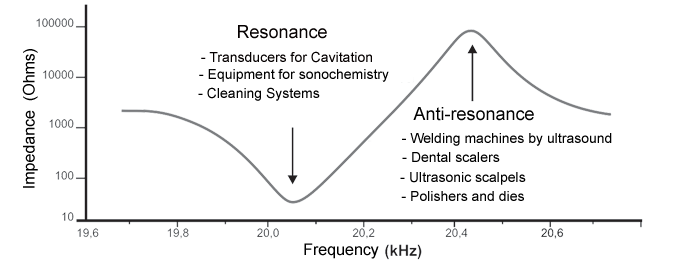
(Krzywa impedancji czujnika w funkcji częstotliwości.)
Zwiększ częstotliwość ultradźwiękową / klaksonu:
(Zmniejsz długość elektrody ultradźwiękowej/klaksonu, aby zwiększyć częstotliwość.)
Zmniejsz częstotliwość ultradźwiękową/klaksonu:
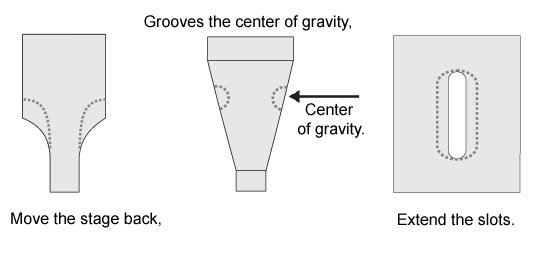
(Krok zmniejszania częstotliwości ultradźwiękowej/klaksonu.)
Test czujnika
Aby czujnik działał prawidłowo, częstotliwość i impedancja czujnika muszą mieścić się w granicach tolerancji. Na przykład w przypadku systemu spawalniczego częstotliwość powinna być o 2,5% wyższa niż nominalna częstotliwość ustawienia akustycznego z tolerancją +/- 0,25%.
Decydującymi czynnikami częstotliwości i impedancji są dokładność wymiarowa części, szczelność zastosowania, jakość ceramiki i strojenie (podobnie jak w przypadku propagacji ultradźwięków).

(Częstotliwość i impedancję przetwornika określa się za pomocą analizatora TRZ.)
Próba akustyczna
Częstotliwość i impedancja grupy akustycznej muszą mieścić się w dopuszczalnym zakresie. W systemie spawalniczym tolerancja częstotliwości wynosi ± 0,25%, na przykład 20 kHz ± 50 Hz.
Wydajność zależy od dostrojenia częstotliwości i spójności między komponentami. Może się to zdarzyć w przypadku łączenia czujników i przetworników (jednej o niskiej częstotliwości i drugiej o wysokiej częstotliwości), nawet jeśli działają na prawidłowej częstotliwości. Problem tego typu wykrywa się poprzez pomiar impedancji.

(Amplituda drgań akustycznych spawania ultradźwiękowego.)
Test ceramiki piezoelektrycznej
Ceramika piezoelektryczna stanowi rdzeń czujnika i kluczowe elementy. Do zastosowań energetycznych powszechnie stosuje się PZT-8 i PZT-4.
Przed ponownym montażem należy wykazać obecność mikropęknięć ceramiki. Dzięki oprogramowaniu TRZ można łatwo wykryć pęknięcia poprzez nieprawidłowe szczyty na krzywej impedancji.
(Testowanie ceramiki piezoelektrycznej za pomocą oprogramowania TRZ)
Konserwacja predykcyjna
Dzięki konserwacji predykcyjnej można łatwo uniknąć problemów w systemie ultradźwiękowym. Ogólnie rzecz biorąc, odchylenie częstotliwości reprezentuje zużycie, a problem sprzężenia jest reprezentowany przez impedancję. Problemy te rozwiązuje się poprzez dokręcenie i wypolerowanie interfejsu.

(Konserwacja predykcyjna systemów wykorzystujących TRZ do cięcia i spawania)