Italiano
Visualizzazioni: 36 Autore: Editor del sito Orario di pubblicazione: 24/07/2019 Origine: Sito
Principio di rilevamento dei difetti a ultrasuoni con sonda a ultrasuoni e test e progettazione del sensore
I trasduttori ad ultrasuoni, il corno e le maniche vocali sono dispositivi che convertono l'energia elettrica in vibrazione. Per comprendere il principio di funzionamento si può fare un paragone tra una saldatrice ad ultrasuoni ed un'automobile.
Il sensore esegue la conversione dell'energia (come un motore), il trasformatore regola il rapporto tra forza e velocità (come un cambio) e infine il corno ultrasonico/ultrasonico dirige e applica quell'energia per eseguire il lavoro richiesto (come una ruota).
Nelle automobili, tutti i componenti del sistema meccanico devono essere progettati con armoniche per massimizzare l’efficienza del trasferimento di energia. Lo stesso vale per i sistemi ad ultrasuoni, però in questo caso il parametro chiave dell'efficienza è la frequenza del componente che deve essere il più vicino possibile (es. 20 kHz +/- 50 Hz).
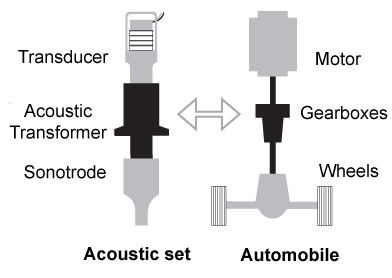
(Un'analogia tra la saldatura ad ultrasuoni acustica e il sistema meccanico di un'auto. )
Operativo
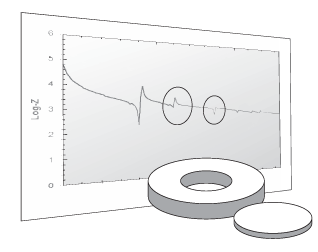
Il sensore ha due frequenze operative facilmente identificabili nella sua curva di impedenza elettrica. L'impedenza massima corrisponde alla frequenza antirisonante (velocità massima). Il sistema di saldatura ad ultrasuoni funziona a frequenza antirisonante. L'impedenza minima corrisponde alla frequenza di risonanza (forza massima). Il sistema di pulizia ad ultrasuoni funziona a frequenza di risonanza.
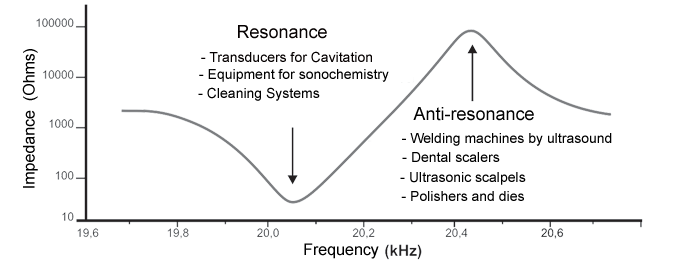
(La curva di impedenza del sensore rispetto alla frequenza.)
Aumentare la frequenza degli ultrasuoni/avvisatore acustico:
(Ridurre la lunghezza dell'elettrodo/corno a ultrasuoni per aumentare la frequenza.)
Ridurre la frequenza degli ultrasuoni/avvisatore acustico:
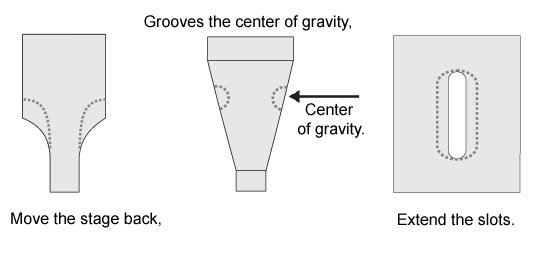
(La fase di riduzione della frequenza degli ultrasuoni/avvisatore acustico.)
Prova del sensore
Per funzionare correttamente, la frequenza e l'impedenza del sensore devono rientrare nei limiti di tolleranza. Ad esempio, per un sistema di saldatura, la frequenza dovrebbe essere superiore del 2,5% rispetto alla frequenza nominale di impostazione acustica con una tolleranza di +/- 0,25%.
I fattori decisivi di frequenza e impedenza sono l'accuratezza dimensionale del pezzo, la tenuta dell'applicazione, la qualità della ceramica e la sintonizzazione (simile al caso della propagazione degli ultrasuoni).

(La frequenza e l'impedenza del trasduttore vengono determinate utilizzando un analizzatore TRZ.)
Prova acustica
La frequenza e l'impedenza del gruppo acustico devono rientrare in un intervallo accettabile. In un sistema di saldatura, la tolleranza di frequenza è ± 0,25%, ad esempio 20khz ± 50Hz.
Le prestazioni dipendono dalla sintonizzazione della frequenza e dalla coerenza tra i componenti. Ciò può accadere quando si combinano sensori e convertitori (uno a bassa frequenza e l'altro ad alta frequenza) anche quando si funziona alla frequenza corretta. Questo tipo di problema viene rilevato misurando l'impedenza.

(Ampiezza della vibrazione acustica della saldatura a ultrasuoni.)
Test ceramico piezoelettrico
Le ceramiche piezoelettriche sono il nucleo del sensore e i componenti chiave. Per le applicazioni di potenza, vengono comunemente utilizzati PZT-8 e PZT-4.
Le microfessurazioni della ceramica devono essere dimostrate prima del rimontaggio. Con il software TRZ, le crepe possono essere facilmente rilevate da picchi anomali nella curva di impedenza.
(Test della ceramica piezoelettrica con il software TRZ)
Manutenzione predittiva
Con la manutenzione predittiva è possibile evitare facilmente i problemi del sistema ecografico. In generale, la deviazione di frequenza rappresenta l'usura e il problema di accoppiamento è rappresentato nell'impedenza. Questi problemi vengono risolti stringendo e lucidando l'interfaccia.

(Manutenzione predittiva di sistemi che utilizzano TRZ per taglio e saldatura)