Česky
Zobrazení: 36 Autor: Editor webu Čas publikování: 24. 7. 2019 Původ: místo
Princip ultrazvukové detekce defektů ultrazvukové sondy a test a návrh senzoru
Ultrazvukové měniče, klakson a vokální návleky jsou zařízení, která přeměňují elektrickou energii na vibrace. Pro pochopení principu fungování lze provést srovnání mezi ultrazvukovou svářečkou a automobilem.
Senzor provádí přeměnu energie (jako motor), transformátor upravuje poměr mezi silou a rychlostí (např. převodovka) a nakonec ultrazvuková/ultrazvuková houkačka tuto energii usměrňuje a aplikuje k provedení požadované práce (jako kolo).
V automobilech musí být všechny součásti mechanického systému navrženy s harmonickými, aby se maximalizovala účinnost přenosu energie. Totéž platí pro ultrazvukové systémy, nicméně v tomto případě je klíčovým parametrem účinnosti frekvence složky, která by se měla co nejvíce blížit (např. 20 kHz +/- 50 Hz).
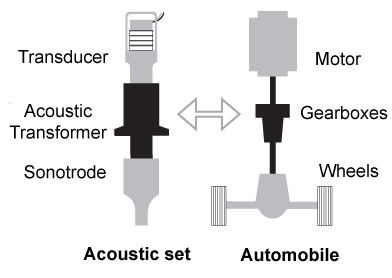
(Analogie mezi akustickým ultrazvukovým svařováním a mechanickým systémem automobilu. )
Provozní
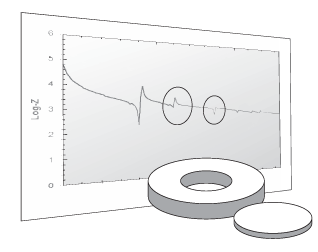
Senzor má dvě pracovní frekvence, které lze snadno identifikovat na jeho elektrické impedanční křivce. Impedanční maximum odpovídá antirezonanční frekvenci (maximální rychlosti). Ultrazvukový svařovací systém pracuje na antirezonanční frekvenci. Impedanční minimum odpovídá rezonanční frekvenci (maximální síle). Ultrazvukový čisticí systém pracuje na rezonanční frekvenci.
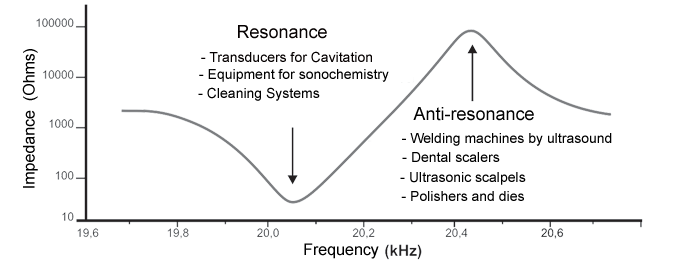
(Křivka impedance snímače v závislosti na frekvenci.)
Zvyšte frekvenci ultrazvuku / houkačky:
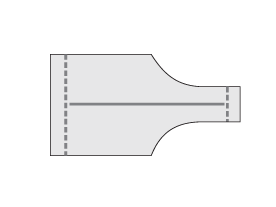
(Zkraťte délku ultrazvukové elektrody / houkačky pro zvýšení frekvence.)
Snižte frekvenci ultrazvuku / houkačky:
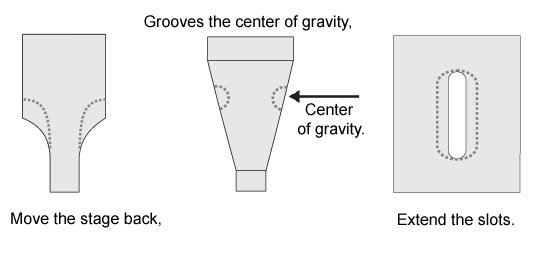
(Krok snížení frekvence ultrazvuku/zvuku.)
Test senzoru
Pro správnou funkci musí být frekvence a impedance snímače v toleranci. Například u svařovacího systému by frekvence měla být o 2,5 % vyšší než jmenovitá frekvence akustického nastavení s tolerancí +/- 0,25 %.
Rozhodujícími faktory frekvence a impedance jsou rozměrová přesnost dílu, těsnost aplikace, kvalita keramiky a ladění (podobně jako v případě šíření ultrazvuku).

(Kmitočet a impedance převodníku jsou určeny pomocí analyzátoru TRZ.)
Akustický test
Frekvence a impedance akustické skupiny musí být v přijatelném rozsahu. Ve svařovacím systému je tolerance frekvence ± 0,25 %, například 20 kHz ± 50 Hz.
Výkon závisí na frekvenčním ladění a konzistenci mezi komponenty. To se může stát při kombinaci snímačů a převodníků (jeden nízkofrekvenční a druhý vysokofrekvenční) i při provozu na správné frekvenci. Tento typ problému je detekován měřením impedance.

(amplituda akustických vibrací při ultrazvukovém svařování.)
Piezoelektrický keramický test
Piezoelektrická keramika je jádro snímače a klíčové komponenty. Pro energetické aplikace se běžně používají PZT-8 a PZT-4.
Mikrotrhlinky keramiky je nutné před opětovnou montáží prokázat. Pomocí softwaru TRZ lze trhliny snadno detekovat abnormálními špičkami v impedanční křivce.
(Testování piezoelektrické keramiky pomocí softwaru TRZ)
Prediktivní údržba
Díky prediktivní údržbě lze problémům v ultrazvukovém systému snadno předejít. Obecně frekvenční odchylka představuje opotřebení a problém vazby je reprezentován impedancí. Tyto problémy jsou vyřešeny dotažením a vyleštěním rozhraní.

(Prediktivní údržba systémů využívajících TRZ pro řezání a svařování)