한국어
조회수: 36 작성자: 사이트 편집자 게시 시간: 2019-07-24 출처: 대지
초음파 프로브 초음파 탐상 원리 및 센서 테스트 및 설계
초음파 변환기, 혼 및 보컬 슬리브는 전기 에너지를 진동으로 변환하는 장치입니다. 작동 원리를 이해하기 위해 초음파 용접기와 자동차를 비교할 수 있습니다.
센서는 모터처럼 에너지 변환을 수행하고, 변압기는 힘과 속도 사이의 비율을 조정하며(예: 기어박스), 마지막으로 초음파/초음파 경적은 해당 에너지를 지시하고 적용하여 필요한 작업을 수행합니다(바퀴처럼).
자동차의 모든 기계 시스템 구성요소는 에너지 전달 효율을 극대화하기 위해 고조파로 설계되어야 합니다. 초음파 시스템의 경우에도 마찬가지입니다. 그러나 이 경우 효율성의 핵심 매개변수는 최대한 가까워야 하는 구성 요소의 주파수입니다(예: 20kHz +/- 50Hz).
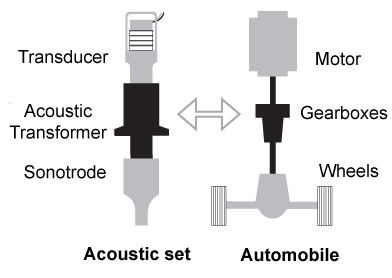
(음향 초음파 용접과 자동차 기계 시스템의 비유입니다. )
운영 중
센서에는 전기 임피던스 곡선에서 쉽게 식별할 수 있는 두 가지 작동 주파수가 있습니다. 임피던스 최대값은 반공진 주파수(최대 속도)에 해당합니다. 초음파 용접 시스템은 반공진 주파수에서 작동합니다. 임피던스 최소값은 공진 주파수(최대 힘)에 해당합니다. 초음파 세척 시스템은 공진 주파수에서 작동합니다.
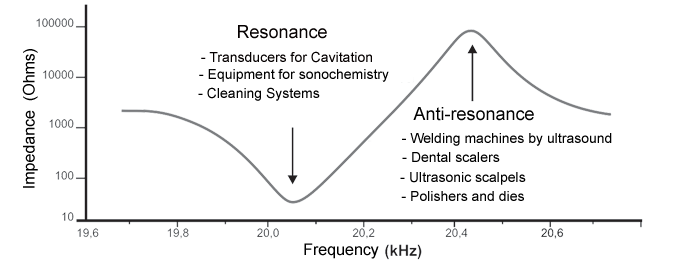
(센서 대 주파수의 임피던스 곡선)
초음파/혼 주파수 증가:
(주파수를 높이려면 초음파 전극/혼의 길이를 줄이십시오.)
초음파/경적 주파수를 줄입니다.
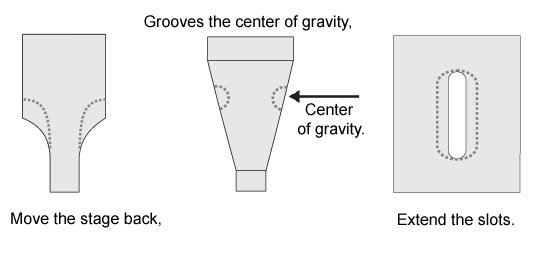
(초음파/혼 주파수를 감소시키는 단계)
센서 테스트
제대로 작동하려면 센서의 주파수와 임피던스가 허용 오차 범위 내에 있어야 합니다. 예를 들어, 용접 시스템의 경우 주파수는 공칭 음향 설정 주파수보다 2.5% 더 높아야 하며 허용 오차는 +/- 0.25%입니다.
주파수와 임피던스의 결정적인 요소는 부품의 치수 정확도, 적용 분야의 견고성, 세라믹 품질 및 튜닝(초음파 전파의 경우와 유사)입니다.

(트랜듀서의 주파수와 임피던스는 TRZ 분석기를 사용하여 결정됩니다.)
음향 테스트
음향 그룹의 주파수와 임피던스는 허용 가능한 범위 내에 있어야 합니다. 용접 시스템에서 주파수 허용 오차는 ± 0.25%입니다(예: 20khz ± 50Hz).
성능은 주파수 튜닝과 구성 요소 간의 일관성에 따라 달라집니다. 이는 올바른 주파수에서 작동하더라도 센서와 변환기(하나는 저주파, 다른 하나는 고주파수)를 결합할 때 발생할 수 있습니다. 이러한 유형의 문제는 임피던스를 측정하여 감지됩니다.

(초음파 용접 음향 진동 진폭)
압전 세라믹 테스트
압전 세라믹은 센서 코어이자 핵심 구성 요소입니다. 전력 애플리케이션의 경우 PZT-8 및 PZT-4가 일반적으로 사용됩니다.
재조립하기 전에 세라믹의 미세 균열을 입증해야 합니다. TRZ 소프트웨어를 사용하면 임피던스 곡선의 비정상적인 피크로 인해 균열을 쉽게 감지할 수 있습니다.
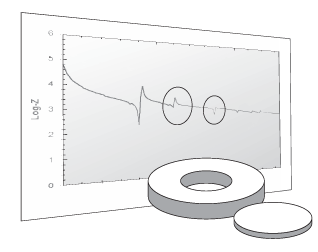
(TRZ 소프트웨어로 압전 세라믹 테스트)
예측 유지보수
예측 유지 관리를 통해 초음파 시스템의 문제를 쉽게 피할 수 있습니다. 일반적으로 주파수 편차는 마모를 나타내고 커플링 문제는 임피던스로 나타납니다. 이러한 문제는 인터페이스를 다시 조이고 연마하여 해결됩니다.

(TRZ를 이용한 절단 및 용접 시스템의 예측 유지보수)