Dansk
Visninger: 36 Forfatter: Webstedsredaktør Udgivelsestid: 24-07-2019 Oprindelse: websted
Ultralydssonde ultralydsfejldetektionsprincip og sensortest og design
Ultralydstransducere, horn og vokalærmer er enheder, der omdanner elektrisk energi til vibrationer. For at forstå driftsprincippet kan der foretages en sammenligning mellem en ultralydssvejser og en bil.
Sensoren udfører energiomdannelse (som en motor), transformeren justerer forholdet mellem kraft og hastighed (såsom en gearkasse), og til sidst dirigerer og anvender ultralyds/ultralydshornet den energi til at udføre det nødvendige arbejde (som et hjul).
I biler skal alle mekaniske systemkomponenter designes med harmoniske for at maksimere energioverførselseffektiviteten. Det samme gælder for ultralydssystemer, men i dette tilfælde er nøgleparameteren for effektivitet frekvensen af komponenten, der skal være så tæt som muligt (f.eks. 20 kHz +/- 50 Hz).
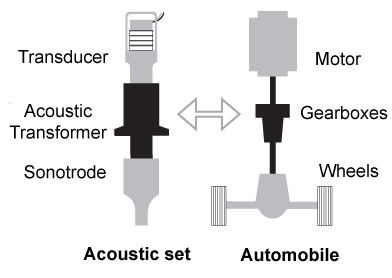
(En analogi mellem akustisk ultralydssvejsning og det mekaniske system i en bil. )
Drift
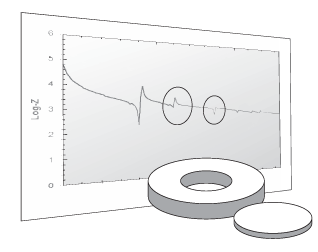
Sensoren har to driftsfrekvenser, der let kan identificeres i dens elektriske impedanskurve. Impedansmaksimumet svarer til antiresonansfrekvensen (maksimal hastighed). Ultralydssvejsesystemet fungerer ved en antiresonansfrekvens. Impedansminimum svarer til resonansfrekvensen (maksimal kraft). Ultralydsrensningssystemet fungerer ved en resonansfrekvens.
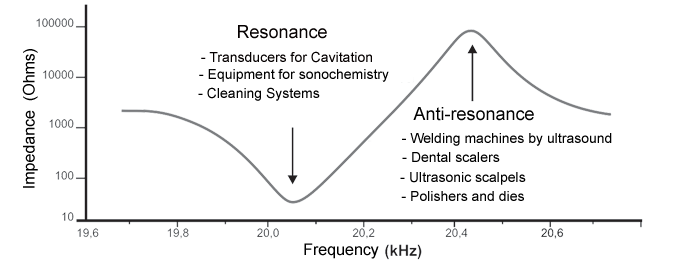
(Følerens impedanskurve versus frekvens.)
Forøg ultralyds-/hornfrekvensen:
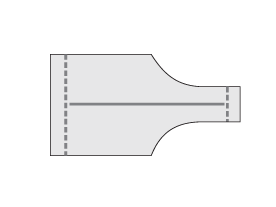
(Reducer længden af ultralydselektroden/hornet for at øge frekvensen.)
Reducer ultralyds-/hornfrekvensen:
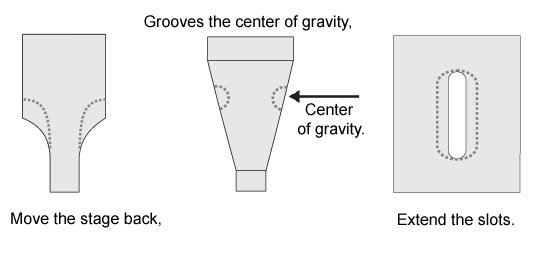
(Trinnet med at reducere ultralyds-/hornfrekvensen.)
Sensor test
For at fungere korrekt skal sensorens frekvens og impedans være inden for tolerancen. For et svejsesystem skal frekvensen f.eks. være 2,5 % højere end den nominelle akustiske indstillingsfrekvens med en tolerance på +/- 0,25 %.
De afgørende faktorer for frekvens og impedans er delens dimensionelle nøjagtighed, applikationens tæthed, kvaliteten af keramikken og tuning (svarende til tilfældet med ultralydsudbredelse).

(Transducerens frekvens og impedans bestemmes ved hjælp af en TRZ-analysator.)
Akustisk test
Frekvensen og impedansen af den akustiske gruppe skal være inden for et acceptabelt område. I et svejseanlæg er frekvenstolerancen ± 0,25%, for eksempel 20khz ± 50Hz.
Ydeevne afhænger af frekvensjustering og konsistens mellem komponenter. Dette kan ske ved kombination af sensorer og omformere (den ene lav frekvens og den anden høj frekvens), selv når der arbejdes ved den korrekte frekvens. Denne type problemer opdages ved at måle impedansen.

(Akustisk vibrationsamplitude ved ultralydssvejsning.)
Piezoelektrisk keramisk test
Piezoelektrisk keramik er sensorkernen og nøglekomponenterne. Til strømapplikationer bruges PZT-8 og PZT-4 almindeligvis.
Keramikkens mikrorevner skal påvises før genmontering. Med TRZ-softwaren kan revner let detekteres ved unormale toppe i impedanskurven.
(Test piezoelektrisk keramik med TRZ-software)
Forudsigende vedligeholdelse
Med prædiktiv vedligeholdelse kan problemer i ultralydssystemet nemt undgås. Generelt repræsenterer frekvensafvigelsen slid, og koblingsproblemet er repræsenteret i impedansen. Disse problemer løses ved at efterspænde og polere grænsefladen.

(Forudsigende vedligeholdelse af systemer, der bruger TRZ til skæring og svejsning)