Polski
Wyświetlenia: 887 Autor: Edytor witryny Czas publikacji: 22.08.2019 Pochodzenie: Strona
I. Przegląd
PPS (siarczek polifenylenu) to półkrystaliczny materiał termoplastyczny o stromej krzywej topnienia i wysokiej temperaturze topnienia (285 ° C, 545 ° F), a jego czysty PPS nie nadaje się do zgrzewania ultradźwiękowego. Jednakże po dodaniu włókna szklanego i innych wypełniaczy sztywność mieszanki PPS znacznie wzrasta, co przyczynia się do przenoszenia drgań ultradźwiękowych, dlatego można zastosować zgrzewanie ultradźwiękowe. Pod warunkiem, że żebra spawalnicze są odpowiednio zaprojektowane, można łatwo spawać włókna szklane o zawartości PPS wynoszącej 40%. Jednakże, gdy zawartość włókna szklanego i proszku mineralnego stale się zwiększa, utworzenie składnika ultradźwiękowego jest trudne, ponieważ zawartość składnika żywicznego w mieszaninie staje się niska.
2. Konstrukcja żebra spawalniczego
Konstrukcja żebra spawalniczego produktu PPS ma kluczowe znaczenie dla wytrzymałości spoiny. Projekt części i żeber spawalniczych należy wziąć pod uwagę od momentu montażu komponentów, a także wpływu tych projektów na proces zgrzewania ultradźwiękowego.
Do spawania materiałów PPS ogólnie przyjmuje się konstrukcję szwu ścinanego. Do projektowania żeber trójkątnych lub energooszczędnych różne rodzaje PPS o różnym składzie mają różne wyniki spawania. W przypadku mieszanek PPS o dużej zawartości wypełniacza płynność podczas topienia jest niewystarczająca i niemożliwe jest spływanie na obie strony, tworząc więcej obszarów łączenia. Dlatego takie mieszanki PPS nie nadają się do projektowania żeber trójkątnych lub energooszczędnych.
W przypadku złączy ścinanych podobne działanie „rozmazujące” powstaje na styku złącza podczas procesu spawania, co skutkuje większą płynnością stopionego tworzywa sztucznego i łatwiejszym lutowaniem. Badania wykazały, że w przypadku PPS o dużej zawartości wypełniacza wyrób wykorzystujący połączenie ścinane ma siłę wyciągania sześciokrotnie większą niż w przypadku spoiny schodkowej. Jednocześnie szew ścinany topi się i łączy na większej powierzchni, co pomaga w uszczelnieniu.
Typowe spoiny ścinane i schodkowe pokazano na rysunkach 1 i 2 poniżej.


W przypadku wyrobów o maksymalnym rozmiarze większym niż 89 mm lub o nieregularnym kształcie trudno jest zapanować nad błędem wtrysku, co skutkuje niestabilnymi wynikami spawania. Dlatego konstrukcja szwu ścinanego nie jest zalecana w przypadku produktów o dużych lub nieregularnych kształtach, ale zalecana jest konstrukcja trójkątnego przewodnika/stopnia/rowka. Ogólnie rzecz biorąc, głębokość spoiny złącza ścinanego jest w przybliżeniu 1,25 grubości ścianki.
W przypadku ultradźwiękowego spawania bliskiego pola cienkościennych części PPS, procesy spawania o wysokiej częstotliwości (np. 20 kHz lub 30 kHz) i niskiej amplitudzie mają większe szanse powodzenia. Jednocześnie ma tę zaletę, że ma niską moc chwilową i ochronę przed uszkodzeniem podzespołów. W przypadku stosowania konstrukcji żebra prowadzącego energię, w przypadku typowego materiału półkrystalicznego, kąt trójkątnego żebra wynosi 60°, szerokość dna wynosi zazwyczaj 20% -25%, a wysokość jest 0,866 razy większa od szerokości dna.
Podczas projektowania produktów należy pamiętać, że proces zgrzewania ultradźwiękowego musi minimalizować niepotrzebne straty energii ultradźwiękowej. Fale ultradźwiękowe rozchodzą się w kierunku ruchu rogu spawalniczego , a energia jest proporcjonalna do wielkości przekroju ścianki. Część poddawana wibracjom powinna stanowić najwyższą i najlżejszą część zespołu, a rogiem spawalniczym. nad ściegiem spawalniczym powinna być zaprojektowana większa płaska powierzchnia stykająca się z Czasami konieczne jest zaprojektowanie specjalnej konstrukcji, aby przenieść energię drgań bezpośrednio na spoinę, na przykład poprzez dodanie konstrukcji z podwyższoną krawędzią na krawędzi pokrywy. Właściwy luz montażowy części jest również niezbędny, aby uniknąć zakłóceń i prowadzić do połączeń lutowanych. Części na ścieżce wibracji powinny być zaokrąglone, a rozmiar zaokrąglenia powinien być równy 0,6-krotności grubości ścianki, aby uniknąć pękania części podczas zgrzewania ultradźwiękowego. Symetrycznie zaprojektowane części są łatwiejsze do spawania ze względu na równomierny rozkład ciśnienia i energii.
Podsumowując, należy unikać nieprawidłowych projektów spoin:
1. Szczelina elementu montażowego jest zbyt mała i występuje ciasne lub wciskane pasowanie, co uniemożliwia skuteczne przenoszenie wibracji ultradźwiękowych na żebro spawalnicze;
2. Przekrój części przenoszącej drgania ultradźwiękowe jest zbyt mały/cienki, co powoduje pękanie o dużej amplitudzie;
3. Jeśli rozmiar ściegu spoiny jest zbyt duży, chwilowa moc wyjściowa będzie zbyt duża, co może spowodować uszkodzenie części;
4. Część mająca bezpośredni kontakt z tubą spawalniczą nie jest najbardziej zaawansowaną i najlżejszą częścią zespołu;
5. Wewnętrzne ostre narożniki mogą powodować pękanie części;
6. Wewnętrzna wkładka metalowa pochłania drgania ultradźwiękowe i zmniejsza wydajność spawania, dlatego części metalowe należy montować po zgrzewaniu ultradźwiękowym.
3. Zalecenia dotyczące procesu spawania
Optymalny proces zgrzewania ultradźwiękowego w dużym stopniu zależy od jakości części i dokładności montażu, a także od użytego sprzętu i osprzętu spawalniczego. Ważne jest, aby zasięgnąć porady producenta na etapie projektowania produktu. Dostosowując parametry spawania należy uwzględnić skład materiału, błąd wymiarowy i sztywność części, a także odległość pomiędzy położeniem rogu spawalniczego a wyrobem i spoiną. Spawalność produktu odnosi się do zdolności materiału do przenoszenia drgań ultradźwiękowych bez uszkodzenia.
Ponieważ PPS jest półkrystalicznym tworzywem termoplastycznym o wysokiej temperaturze topnienia, do stopienia tworzywa sztucznego i utworzenia spoiny zwykle wymagane są wibracje ultradźwiękowe o dużej amplitudzie. Biorąc pod uwagę wysoki moduł (dużą sztywność) właściwości PPS, amplituda sygnału wyjściowego może być przenoszona na znaczną odległość w części z tworzywa sztucznego. Im większa odległość pomiędzy narożnikiem a spoiną, tym większa jest wymagana amplituda. W przypadku spawania w polu bliskim (odległość pomiędzy powierzchnią styku rogu spawalniczego a spoiną jest mniejsza niż 6 mm) wyższą wydajność spawania można osiągnąć stosując proces spawania o wysokiej częstotliwości i niższej amplitudzie. W przypadku spawania w polu dalekim (odległość pomiędzy powierzchnią styku rogu spawalniczego a spoiną jest większa niż 6 mm) odległość transmisji amplitudy jest ograniczona strukturą produktu. Gdy ściana jest cieńsza, odległość przenoszenia wibracji ultradźwiękowych jest krótsza.
Moc wymagana do spawania zależy od wielkości obszaru spoiny, geometrii części i właściwości absorpcyjnych materiału. Spawanie PPS zwykle wymaga dużej mocy wyjściowej, aby zapewnić bardzo szybkie przeniesienie większości energii do spoiny, unikając jednocześnie uszkodzenia części wibracją. Prędkość zgrzeiny rogu dobierana jest do topienia tworzywa PPS i prędkości formowania spoiny.
Gdy produkt jest zaprojektowany ze szwem ścinanym, początkowe parametry można ustawić na wysoką moc wyjściową, duży modulator współczynnika przełożenia, niskie ciśnienie zgrzewania i mniejszą prędkość zgrzewania. Następnie, w oparciu o rzeczywiste wyniki spawania, przeprowadzana jest kolejna regulacja. Podczas lutowania należy pamiętać, że duża amplituda i długotrwałe wibracje mogą uszkodzić powierzchnię części. Maksymalna wytrzymałość spoiny powstaje w fazie trzymania. Jeśli szczelność nie jest dobra, można zwiększyć odległość utrzymywania ciśnienia dynamicznego lub czas utrzymywania, aby poprawić.
Stosując konstrukcję szwu ścinanego, należy zwrócić uwagę na boczne podparcie ścianki produktu, aby uniknąć problemu słabej wytrzymałości spawania z powodu otwarcia bocznej ściany części podczas spawania. Oprawa może być wykonana z aluminium, stali, żywicy lub innych materiałów. Dopasowanie uchwytu do produktu powinno być odpowiednie, aby zapewnić odpowiednie podparcie i ułatwić obsługę części.
4. wytrzymałość spawania
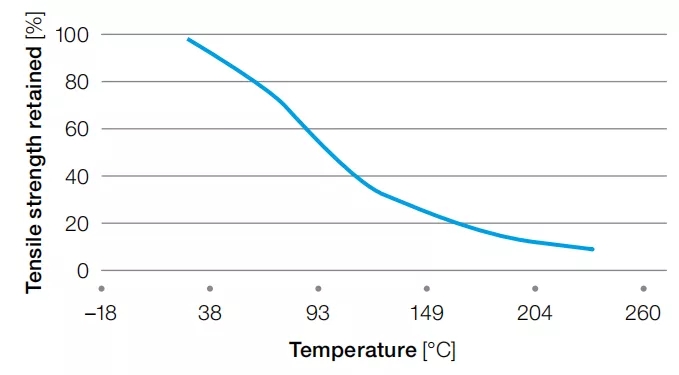
Wytrzymałość spoiny jest zwykle znacznie niższa niż materiału sypkiego. Ponieważ na spoinie prawie nie ma włókna szklanego, wytrzymałość spoiny zależy głównie od wytrzymałości samej żywicy. Oznacza to, że podczas spawania materiałów z czystej żywicy (z wyjątkiem wzmocnionych włóknem szklanym) wytrzymałość spoiny zwykle nie jest tak duża jak materiału sypkiego. W przypadku niektórych materiałów PPS wytrzymałość spoiny może osiągnąć 50Mpa; w przypadku większości materiałów PPS wytrzymałość spoiny jest mniejsza niż 35Mpa. Ponadto wytrzymałość spoiny zmniejsza się wraz ze wzrostem temperatury, jak pokazano na poniższym rysunku (wytrzymałość na rozciąganie czystego PPS w funkcji temperatury).
Ponadto istnieje wiele innych czynników wpływających na wytrzymałość spoiny:
Powierzchnia obszaru spawania. Im dłuższy drut, im więcej stopionego tworzywa sztucznego, tym większa wytrzymałość spoiny. Jednak w rzeczywistości, pod wpływem takich czynników, jak dokładność formowania wtryskowego i mocowania, powierzchnia obszaru spawania będzie znacznie mniejsza, niż przewiduje projekt.
·
Dokładność wymiarowa i jakość części formowanych wtryskowo. Wady wtrysku, takie jak puste przestrzenie, pochłaniają wibracje ultradźwiękowe i wpływają na przenoszenie energii. Może powodować przypalenia i wewnętrzne pęknięcia na powierzchni części, a także niższą wytrzymałość spoiny.
·
Takie zanieczyszczenie powierzchni smaru lub środka antyadhezyjnego zmniejsza wytwarzanie ciepła w wyniku tarcia i utrudnia proces spawania. Jednocześnie wytrzymałość spoiny ulega pogorszeniu z powodu zanieczyszczeń dostających się do spoiny.
Podczas procesu spawania tworzywo PPS na spoinie szybko się topi i szybko chłodzi, dzięki czemu łatwo jest uzyskać bardziej amorficzny (amorficzny) stan. Gdy produkt jest używany w temperaturach powyżej 85°C, PPS stopniowo przechodzi w stan półkrystaliczny, tworząc dodatkowe naprężenia wewnątrz produktu.





















