românesc
Vizualizări: 887 Autor: Editor site Ora publicării: 2019-08-22 Origine: Site
I. Privire de ansamblu
PPS (sulfură de polifenilen) este un termoplastic semicristalin cu o curbă de topire abruptă și o temperatură de topire ridicată (285 ° C, 545 ° F), iar PPS pur nu este potrivit pentru sudarea cu ultrasunete. Cu toate acestea, după adăugarea fibrei de sticlă și a altor materiale de umplutură, rigiditatea amestecului PPS este mult crescută, ceea ce contribuie la transmiterea vibrațiilor ultrasonice, astfel încât poate fi utilizată sudarea cu ultrasunete. Cu condiția ca nervurile de sudură să fie proiectate rezonabil, conținutul de fibră de sticlă de 40% PPS poate fi sudat cu ușurință. Cu toate acestea, atunci când conținutul de fibră de sticlă și pulberea minerală sunt crescute continuu, componenta ultrasonică este dificil de formată deoarece conținutul de componentă de rășină din amestec devine scăzut.
2. Design nervuri de sudare
Designul nervurilor de sudură al produsului PPS este esențial pentru rezistența sudurii. Proiectarea pieselor și nervurilor de sudură trebuie luată în considerare din asamblarea componentelor, precum și impactul acestor proiecte asupra procesului de sudare cu ultrasunete.
Pentru sudarea materialelor PPS, designul cusăturii de forfecare este în general adoptat. Pentru proiectarea nervurilor triunghiulare sau de economisire a energiei, diferite tipuri de PPS cu diferite compoziții au rezultate de sudare diferite. Pentru amestecurile PPS cu conținut ridicat de umplutură, nu există suficientă fluiditate la topire și este imposibil să curgă în ambele părți pentru a forma mai multe zone de lipire. Prin urmare, astfel de amestecuri PPS nu sunt potrivite pentru proiectarea nervurilor triunghiulare sau care economisesc energie.
Pentru îmbinările de forfecare, la interfața îmbinării este produsă o acțiune similară de 'frătire' în timpul procesului de sudare, rezultând o fluiditate mai mare a plasticului topit și o lipire mai ușoară. Testele au arătat că, pentru PPS cu un conținut ridicat de umplutură, produsul care utilizează îmbinarea prin forfecare are o forță de smulgere care este de șase ori mai mare decât cea a sudurii în trepte. În același timp, cusătura de forfecare se topește și se leagă de o zonă mai mare, ceea ce ajută la etanșare.
Sudurile tipice prin forfecare și trepte sunt prezentate în figurile 1 și 2 de mai jos.


Pentru produsele cu o dimensiune maximă mai mare de 89 mm sau o formă neregulată, este dificil de controlat eroarea de turnare prin injecție, rezultând rezultate instabile de sudare. Prin urmare, designul cusăturii de forfecare nu este recomandat pentru produse cu forme mari sau neregulate, dar se recomandă proiectarea conductorului triunghiular/trepte/canelură. În general, adâncimea de sudare a îmbinării prin forfecare este de aproximativ 1,25 ori grosimea peretelui.
Pentru sudarea cu ultrasunete în câmp apropiat a pieselor PPS cu pereți subțiri, este mai probabil ca procesele de sudare de înaltă frecvență (de exemplu, 20Khz sau 30Khz) și cu amplitudine mică. În același timp, are avantajul unei puteri instantanee scăzute și protecție împotriva deteriorării componentelor. Când se utilizează designul nervurii de ghidare a energiei, pentru un material semicristalin tipic, unghiul nervurii triunghiulare este de 60°, lățimea inferioară este în general 20%-25%, iar înălțimea este de 0,866 ori lățimea fundului.
Este important de reținut atunci când proiectați produse care aleg un proces de sudare cu ultrasunete care trebuie să minimizeze pierderile inutile de energie ultrasonică. Undele ultrasonice se propagă în direcția mișcării ornei de sudare și energia este proporțională cu dimensiunea secțiunii peretelui. Piesa care trebuie vibrată ar trebui să fie partea superioară și cea mai ușoară a ansamblului, iar cornul de sudură. deasupra cordonului de sudură trebuie proiectată o suprafață plană mai mare care este în contact cu Uneori este necesar să se proiecteze o structură specială pentru a transfera energia vibrațională direct la sudare, de exemplu prin adăugarea unei structuri de buze ridicate la marginea capacului. De asemenea, este necesar un spațiu liber adecvat pentru asamblarea pieselor pentru a evita interferența și a duce la îmbinări de lipit. Părțile de pe calea de vibrație trebuie să fie rotunjite, iar dimensiunea filetului este de 0,6 ori grosimea peretelui pentru a evita crăparea pieselor în timpul sudării cu ultrasunete. Piesele proiectate simetric sunt mai ușor de sudat datorită presiunii uniforme și distribuției energiei.
În rezumat, următoarele sunt modelele de sudură greșite de evitat:
1. Designul golului componentei de asamblare este prea mic și există o potrivire strânsă sau prin interferență, ceea ce împiedică transmiterea eficientă a vibrațiilor ultrasonice la nervura de sudură;
2. Secțiunea transversală a piesei care transmite vibrația ultrasonică este prea mică/subțire, rezultând fisurarea la o amplitudine mare;
3. Dacă dimensiunea cordonului de sudură este prea mare, puterea de ieșire instantanee va fi prea mare, ceea ce poate deteriora piesele;
4. Piesa care se află în contact direct cu corna de sudură nu este cea mai avansată și mai ușoară piesă din ansamblu;
5. Colțurile interioare ascuțite pot provoca crăparea pieselor;
6. Inserția metalică internă absoarbe vibrațiile ultrasonice și reduce eficiența sudării, astfel încât piesele metalice trebuie asamblate după sudarea cu ultrasunete.
3. recomandari procedee de sudare
Procesul optim de sudare cu ultrasunete depinde în mare măsură de calitatea pieselor și de acuratețea asamblarii, precum și de echipamentele și dispozitivele de sudură utilizate. Este important să solicitați sfatul producătorului în timpul fazei de proiectare a produsului. Ajustarea parametrilor de sudare ar trebui să țină cont de compoziția materialului, eroarea dimensională și rigiditatea piesei, precum și distanța dintre poziția ornei de sudură și produs și sudură. Sudabilitatea produsului se referă la capacitatea materialului de a transmite vibrații ultrasonice fără deteriorare.
Deoarece PPS este un termoplastic semicristalin cu punct de topire ridicat, este de obicei necesară o vibrație ultrasonică de mare amplitudine pentru a topi plasticul pentru a forma o sudură. Având în vedere proprietățile de modul mare (rigiditate mare) ale PPS, amplitudinea ieșirii poate fi transmisă pe o distanță considerabilă în partea din plastic. Cu cât distanța dintre corn și sudură este mai mare, cu atât este mai mare amplitudinea necesară. În sudarea în câmp apropiat (distanța dintre suprafața de contact a ornei de sudare și sudare este mai mică de 6 mm), se poate obține o eficiență mai mare de sudare prin utilizarea unui proces de sudare de înaltă frecvență și amplitudine mai mică. În sudarea în câmp îndepărtat (distanța dintre suprafața de contact a ornei de sudare și sudare este mai mare de 6 mm), distanța de transmisie a amplitudinii este limitată de structura produsului. Când peretele este mai subțire, distanța de transmisie a vibrațiilor ultrasonice este mai scurtă.
Puterea necesară pentru sudare depinde de mărimea zonei de sudare, de geometria piesei și de caracteristicile de absorbție ale materialului. Sudarea PPS necesită de obicei putere mare pentru a se asigura că cea mai mare parte a energiei este transferată foarte rapid la sudare, evitând în același timp deteriorarea piesei prin vibrații. Viteza h ornului de sudură este potrivită cu topirea plasticului PPS și cu viteza de formare a sudurii.
Când produsul este proiectat cu o cusătură de forfecare, parametrii inițiali pot fi setați la putere mare de ieșire, modulator de raport mare, presiune scăzută de sudare și viteză de sudare mai mică. Apoi, în funcție de rezultatele efective de sudare, se face următoarea reglare. Când lipiți, rețineți că amplitudinea mare și vibrațiile pe termen lung pot deteriora suprafața piesei. Rezistența maximă a sudurii se formează în timpul fazei de menținere. Dacă etanșeitatea la aer nu este bună, distanța de menținere a presiunii dinamice sau timpul de menținere pot fi mărite pentru a se îmbunătăți.
Când utilizați designul cusăturii de forfecare, este necesar să acordați atenție suportului lateral al peretelui produsului pentru a evita problema rezistenței slabe la sudare din cauza deschiderii peretelui lateral al piesei în timpul sudării. Corpul de fixare poate fi realizat din aluminiu, oțel, rășină sau alte materiale. Potrivirea dintre dispozitiv și produs ar trebui să fie adecvată pentru a oferi suport adecvat și pentru a facilita manipularea pieselor.
4. puterea de sudare
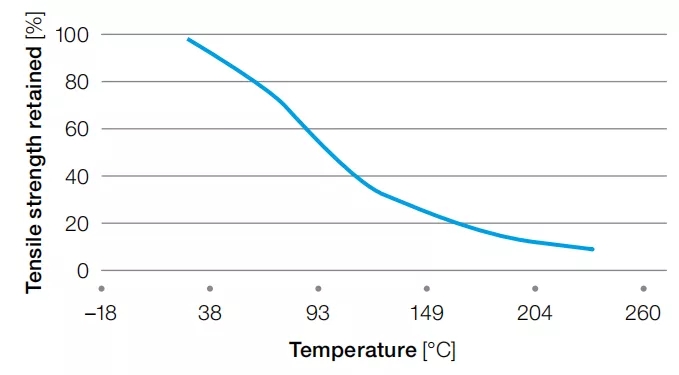
Rezistența sudurii este de obicei mult mai mică decât materialul în vrac. Deoarece nu există aproape nicio fibră de sticlă pe sudură, rezistența sudurii este determinată în principal de rezistența rășinii în sine. Adică, la sudarea materialelor din rășină pură (cu excepția celor armate cu fibră de sticlă), rezistența sudurii nu este de obicei la fel de mare ca materialul în vrac. Pentru anumite materiale PPS, rezistența sudurii poate ajunge la 50Mpa; pentru majoritatea materialelor PPS, rezistența sudurii este mai mică de 35Mpa. În plus, rezistența sudurii scade odată cu creșterea temperaturii, așa cum se arată în figura următoare (rezistența la tracțiune pură a PPS pur în funcție de temperatură).
În plus, există mulți alți factori care afectează rezistența sudurii:
Zona zonei de sudare. Cu cât sârma este mai lungă, cu atât mai mult plastic topit, cu atât rezistența sudurii este mai mare. Dar, de fapt, afectată de factori precum precizia turnării prin injecție și dispozitivele de fixare, aria zonei sudate va fi mult mai mică decât se așteaptă proiectul.
·
Piese turnate prin injecție precizie și calitate dimensională. Defectele de injectare, cum ar fi golurile, absorb vibrațiile ultrasonice și afectează transferul de energie. Poate provoca arsuri și fisuri interne pe suprafața piesei, precum și o rezistență mai mică la sudare.
·
O astfel de contaminare a suprafeței lubrifiantului sau agentului de eliberare a mucegaiului reduce generarea de căldură prin frecare și împiedică procesul de sudare. În același timp, rezistența sudurii este afectată din cauza impurităților care intră în sudare.
În timpul procesului de sudare, plasticul PPS de la sudare este rapid topit și răcit rapid și este ușor să se producă o stare mai amorfă (amorfă). Când produsul este utilizat la temperaturi peste 85 ° C, PPS se va transforma treptat într-o stare semi-cristalină, creând stres suplimentar în interiorul produsului.





















