magyar
Megtekintések: 859 Szerző: Site Editor Közzététel ideje: 2019-08-22 Eredet: Telek
I. Áttekintés
A PPS (polifenilén-szulfid) egy félkristályos hőre lágyuló műanyag, amelynek meredek olvadásgörbéje és magas olvadási hőmérséklete (285 ° C, 545 ° F), tiszta PPS-e nem alkalmas ultrahangos hegesztésre. Üvegszál és egyéb töltőanyagok hozzáadása után azonban a PPS keverék merevsége jelentősen megnő, ami hozzájárul az ultrahangos rezgésátvitelhez, így ultrahangos hegesztés használható. A 40%-os PPS üvegszál-tartalom könnyen hegeszthető, ha a hegesztőbordákat ésszerűen tervezték. Ha azonban az üvegszál-tartalom és az ásványi por mennyiségét folyamatosan növeljük, akkor az ultrahangos komponens nehezen képződik, mivel a keverékben a gyanta komponens tartalma alacsony lesz.
2. Hegesztőborda kialakítása
A PPS termék hegesztőborda kialakítása kritikus a hegesztési szilárdság szempontjából. Az alkatrészek és a hegesztési bordák kialakítását az alkatrészek összeszerelésétől kezdve figyelembe kell venni, valamint ezeknek a kialakításoknak az ultrahangos hegesztési folyamatra gyakorolt hatását.
A PPS anyagok hegesztésénél általában a nyírási varrat kialakítását alkalmazzák. A háromszög alakú vagy energiatakarékos bordák kialakításához a különböző típusú, eltérő összetételű PPS-ek eltérő hegesztési eredménnyel rendelkeznek. A magas töltőanyag tartalmú PPS keverékeknél nincs elegendő folyékonyság az olvadáskor, és nem lehet mindkét oldalra befolyni, hogy több kötési terület alakuljon ki. Ezért az ilyen PPS keverékek nem alkalmasak háromszög alakú vagy energiatakarékos bordák kialakítására.
Nyírási kötéseknél a hegesztési folyamat során hasonló 'elkenődés' lép fel a csatlakozási felületen, ami az olvadt műanyag nagyobb folyékonyságát és könnyebb forrasztást eredményez. A tesztek kimutatták, hogy a magas töltőanyag-tartalmú PPS esetében a nyírókötést alkalmazó termék kihúzóereje hatszorosa a lépcsős varratnak. Ugyanakkor a nyíróvarrat megolvad és nagyobb területhez tapad, ami elősegíti a tömítést.
A tipikus nyíró- és lépcsős varratok az alábbi 1. és 2. ábrán láthatók.


A 89 mm-nél nagyobb maximális méretű vagy szabálytalan alakú termékek esetében nehéz ellenőrizni a fröccsöntési hibát, ami instabil hegesztési eredményeket eredményez. Ezért a nyíróvarrat kialakítása nem javasolt nagy vagy szabálytalan formájú termékeknél, de a háromszögű vezető/lépcső/horony kialakítás javasolt. Általában a nyírókötés hegesztési mélysége körülbelül 1,25-szöröse a falvastagságnak.
PPS vékonyfalú alkatrészek ultrahangos közeli hegesztésénél nagyobb valószínűséggel a nagyfrekvenciás (pl. 20Khz vagy 30Khz) és az alacsony amplitúdójú hegesztési eljárások sikeresek. Ugyanakkor előnye az alacsony pillanatnyi teljesítmény és az alkatrészek károsodása elleni védelem. Az energiavezető borda kialakítása esetén egy tipikus félkristályos anyag esetében a háromszög alakú bordaszög 60°, az alsó szélesség általában 20%-25%, a magasság pedig az alsó szélességének 0,866-szorosa.
Fontos szem előtt tartani azokat a termékeket, amelyek olyan ultrahangos hegesztési eljárást választanak, amelynek minimálisra kell csökkentenie a szükségtelen ultrahangos energiaveszteséget. Az ultrahanghullámok a hegesztési h mozgásának irányában terjednek orn , és az energia arányos a falszakasz méretével. A vibrálandó rész legyen a szerelvény legfelső és legkönnyebb része, és a amely érintkezik a hegesztőtüskével . hegesztőperem fölé nagyobb sík felületet kell kialakítani, Néha szükség van egy speciális szerkezet tervezésére, hogy a rezgési energiát közvetlenül a hegesztési varratba továbbítsák, például a fedél széléhez emelt ajakszerkezet hozzáadásával. Az interferenciák és a forrasztási kötések elkerülése érdekében az alkatrész-összeszerelés megfelelő távolságára is szükség van. A vibrációs pályán lévő alkatrészeket le kell kerekíteni, és a szalag mérete a falvastagság 0,6-szorosa, hogy elkerüljük az alkatrészek repedését az ultrahangos hegesztés során. A szimmetrikusan kialakított alkatrészek egyenletes nyomás- és energiaeloszlásuk miatt könnyebben hegeszthetők.
Összefoglalva, a következő helytelen hegesztési terveket kell elkerülni:
1. Az összeszerelési alkatrész réskialakítása túl kicsi, és szoros vagy zavaró illeszkedés van, ami megakadályozza, hogy az ultrahangos vibráció hatékonyan továbbadjon a hegesztőbordára;
2. Az ultrahangos rezgést átadó alkatrész keresztmetszete túl kicsi/vékony, ami nagy amplitúdójú repedést eredményez;
3. Ha a hegesztési varrat mérete túl nagy, a pillanatnyi teljesítmény túl nagy lesz, ami károsíthatja az alkatrészeket;
4. Az a rész, amely közvetlenül érintkezik a hegesztési h ornnal, nem a legfejlettebb és legkönnyebb része az összeállításban;
5. A belső éles sarkok az alkatrészek megrepedését okozhatják;
6. A belső fémbetét elnyeli az ultrahangos rezgéseket és csökkenti a hegesztés hatékonyságát, ezért a fém alkatrészeket ultrahangos hegesztés után kell összeszerelni.
3. hegesztési eljárásra vonatkozó ajánlások
Az optimális ultrahangos hegesztési folyamat nagymértékben függ az alkatrész minőségétől és összeszerelési pontosságától, valamint az alkalmazott hegesztőberendezésektől és rögzítőelemektől. Fontos, hogy a termék tervezési szakaszában kérje ki a gyártó tanácsát. A hegesztési paraméterek beállításánál figyelembe kell venni az alkatrész anyagösszetételét, mérethibáját és merevségét, valamint a hegesztési h orn helyzete és a termék és a varrat közötti távolságot. A termék hegeszthetősége az anyag azon képességére utal, hogy az ultrahangos rezgéseket károsodás nélkül képes továbbítani.
Mivel a PPS egy magas olvadáspontú félkristályos hőre lágyuló műanyag, általában nagy amplitúdójú ultrahangos rezgésre van szükség a műanyag megolvasztásához, hogy hegesztést hozzon létre. Figyelembe véve a PPS nagy modulusú (nagy merevségi) tulajdonságait, a kimenet amplitúdója jelentős távolságra átvihető a műanyag részben. Minél nagyobb a távolság a kürt és a hegesztési varrat között, annál nagyobb a szükséges amplitúdó. A közeli hegesztésnél (a hegesztési h orn érintkezési felület és a varrat közötti távolság kisebb, mint 6 mm) nagyobb hegesztési hatékonyság érhető el nagyfrekvenciás és kisebb amplitúdójú hegesztési eljárással. Távoli hegesztésnél (a hegesztési h orn érintkezési felület és a varrat közötti távolság nagyobb, mint 6 mm) az amplitúdó átviteli távolságot a termék szerkezete korlátozza. Ha a fal vékonyabb, az ultrahang rezgésátviteli távolsága rövidebb.
A hegesztéshez szükséges teljesítmény a hegesztési felület nagyságától, az alkatrész geometriájától és az anyag abszorpciós jellemzőitől függ. A PPS-hegesztés általában nagy teljesítményt igényel annak biztosítására, hogy az energia nagy része nagyon gyorsan átkerüljön a varratba, miközben elkerüli az alkatrész vibrációs károsodását. A hegesztési varrat sebességét a PPS műanyag olvadásához és a varrat alakítási sebességéhez igazítják.
Ha a terméket nyíróvarrással tervezték, a kezdeti paraméterek nagy teljesítményre, nagy arányú modulátorra, alacsony hegesztési nyomásra és lassabb hegesztési sebességre állíthatók be. Ezután a tényleges hegesztési eredményeknek megfelelően megtörténik a következő beállítás. Forrasztáskor ügyeljen arra, hogy a nagy amplitúdójú és hosszantartó vibráció károsíthatja az alkatrész felületét. A maximális hegesztési szilárdság a tartási fázisban alakul ki. Ha a légtömörség nem megfelelő, a dinamikus nyomástartási távolság vagy a tartási idő növelhető a javítás érdekében.
A nyíróvarrat kialakításánál ügyelni kell a termékfal oldalsó támasztékára, hogy elkerülhető legyen az alkatrész oldalfalának hegesztés közbeni kinyílása miatti gyenge hegesztési szilárdság. A lámpatest készülhet alumíniumból, acélból, gyantából vagy más anyagból. A rögzítőelem és a termék közötti illeszkedésnek megfelelőnek kell lennie ahhoz, hogy megfelelő alátámasztást biztosítson és megkönnyítse az alkatrészek kezelését.
4. hegesztési szilárdság
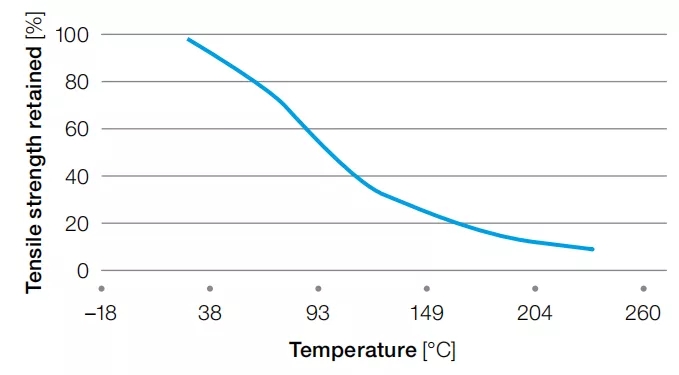
A hegesztési varrat szilárdsága általában sokkal kisebb, mint az ömlesztett anyagé. Mivel a varraton szinte nincs üvegszál, a hegesztési szilárdságot elsősorban magának a gyanta szilárdsága határozza meg. Azaz tiszta gyanta anyagok hegesztésekor (az üvegszál erősítésűek kivételével) a hegesztési szilárdság általában nem akkora, mint az ömlesztett anyagé. Bizonyos PPS anyagoknál a hegesztési szilárdság elérheti az 50 MPa-t; A legtöbb PPS anyagnál a hegesztési szilárdság kisebb, mint 35 MPa. Ezenkívül a hegesztési szilárdság csökken a hőmérséklet emelkedésével, ahogy az a következő ábrán látható (a tiszta PPS tiszta szakítószilárdsága a hőmérséklet függvényében).
Ezen kívül sok más tényező is befolyásolja a hegesztési szilárdságot:
A hegesztési terület területe. Minél hosszabb a huzal, minél több az olvadt műanyag, annál nagyobb a hegesztési szilárdság. Valójában azonban olyan tényezők befolyásolják, mint a fröccsöntési pontosság és a rögzítések, a hegesztett terület területe sokkal kisebb lesz, mint amit a tervezés vár.
·
Fröccsöntött alkatrészek méretpontossága és minősége. A befecskendezési hibák, mint például az üregek, elnyelik az ultrahang rezgéseit és befolyásolják az energiaátvitelt. Égési sérüléseket és belső repedéseket okozhat az alkatrész felületén, valamint csökkentheti a hegesztési szilárdságot.
·
A kenőanyag vagy formaleválasztó szer ilyen felületi szennyeződése csökkenti a súrlódási hőképződést és akadályozza a hegesztési folyamatot. Ugyanakkor a varrat szilárdsága csökken a hegesztési varratba kerülő szennyeződések miatt.
A hegesztési folyamat során a hegesztési varratnál a PPS műanyag gyorsan megolvad és gyorsan lehűl, és könnyen amorfabb (amorf) állapotot lehet előállítani. Ha a terméket 85 °C feletti hőmérsékleten használják, a PPS fokozatosan félkristályos állapotba megy át, ami további feszültséget hoz létre a termék belsejében.





















