Сербия
Прегледи: 887 Аутор: Уредник сајта Време објаве: 22.08.2019. Порекло: Сајт
И. Преглед
ППС (полифенилен сулфид) је полукристални термопласт са стрмом кривом топљења и високом температуром топљења (285 ° Ц, 545 ° Ф), а његов чисти ППС није погодан за ултразвучно заваривање. Међутим, након додавања стаклених влакана и других пунила, ригидност ППС мешавине се увелико повећава, што доприноси преносу ултразвучних вибрација, па се може користити ултразвучно заваривање. Под условом да су ребра за заваривање пројектована разумно, садржај стаклених влакана од 40% ППС може се лако заварити. Међутим, када се садржај стаклених влакана и минералног праха континуирано повећавају, ултразвучна компонента се тешко формира јер садржај компоненте смоле у смеши постаје низак.
2. Дизајн ребра за заваривање
Дизајн ребра за заваривање ППС производа је критичан за чврстоћу завара. Дизајн делова и ребара завара треба узети у обзир од монтаже компоненти, као и утицај ових дизајна на процес ултразвучног заваривања.
За заваривање ППС материјала, генерално се усваја дизајн посмичног шава. За дизајн троугластих или штедљивих ребара, различите врсте ППС-а са различитим саставима имају различите резултате заваривања. За ППС мешавине са високим садржајем пунила, нема довољно флуидности при топљењу и немогуће је тећи у обе стране да би се формирало више подручја везивања. Због тога такве мешавине ППС нису погодне за дизајн троугластих или штедљивих ребара.
За посмичне спојеве, слично „размазивање“ се производи на споју током процеса заваривања, што резултира већом флуидношћу растопљене пластике и лакшим лемљењем. Тестови су показали да за ППС са високим садржајем пунила, производ који користи посмични спој има силу извлачења која је шест пута већа од степенастог завара. Истовремено, смицајни шав се топи и везује за већу површину, што помаже заптивање.
Типични посмичући и постепени завари приказани су на сликама 1 и 2 испод.


За производе са максималном величином већом од 89 мм или неправилног облика, тешко је контролисати грешку убризгавања, што доводи до нестабилних резултата заваривања. Због тога се дизајн посмичног шава не препоручује за производе са великим или неправилним облицима, али се препоручује троугласти дизајн проводника/степеница/жљебова. Генерално, дубина шава посмичног споја је приближно 1,25 пута већа од дебљине зида.
За ултразвучно заваривање делова са танким зидовима ППС у блиском пољу, вероватније је да ће процеси заваривања високе фреквенције (нпр. 20Кхз или 30Кхз) и ниске амплитуде бити успешни. Истовремено, има предност ниске тренутне снаге и заштите од оштећења компоненти. Када се користи дизајн ребра за вођење енергије, за типичан полукристални материјал, угао троугластог ребра је 60°, ширина дна је генерално 20% -25%, а висина је 0,866 пута ширина дна.
Важно је имати на уму када дизајнирате производе који бирају процес ултразвучног заваривања који мора минимизирати непотребне губитке ултразвучне енергије. Ултразвучни таласи се простиру у смеру кретања заваривачке цеви и енергија је пропорционална величини пресека зида. Део који се вибрира треба да буде најгорњи и најлакши део склопа, а већа равна површина која је у контакту са трубом за заваривање треба да буде пројектована изнад заваривачке перле. Понекад је потребно дизајнирати посебну структуру за пренос енергије вибрација директно на завар, на пример додавањем подигнуте структуре усана на ивици поклопца. Одговарајући размак за монтажу делова је такође неопходан да би се избегле сметње и довеле до лемних спојева. Делови на путу вибрација треба да буду заобљени, а величина филета је 0,6 пута већа од дебљине зида како би се избегло пуцање делова током ултразвучног заваривања. Симетрично дизајнирани делови се лакше заварују због равномерне расподеле притиска и енергије.
Укратко, следеће су погрешни дизајни заваривања које треба избегавати:
1. Дизајн зазора монтажне компоненте је премали, и постоји чврсто приањање или сметње, што спречава ултразвучне вибрације да се ефикасно пренесу на ребро за заваривање;
2. Пресек дела који преноси ултразвучну вибрацију је премали/танак, што доводи до пуцања велике амплитуде;
3. Ако је величина шава превелика, тренутна излазна снага ће бити превелика, што може оштетити делове;
4. Део који је у директном контакту са заваривачким х орном није најнапреднији и најлакши део у склопу;
5. Унутрашњи оштри углови могу изазвати пуцање делова;
6. Унутрашњи метални уметак апсорбује ултразвучне вибрације и смањује ефикасност заваривања, тако да металне делове треба саставити након ултразвучног заваривања.
3. препоруке процеса заваривања
Оптимални процес ултразвучног заваривања у великој мери зависи од квалитета делова и тачности монтаже, као и од опреме и прибора за заваривање који се користе. Важно је тражити савет од произвођача током фазе дизајна производа. Прилагођавање параметара заваривања треба да узме у обзир састав материјала, димензионалну грешку и крутост дела, као и растојање између положаја заваривачког х орна и производа и шава. Заварљивост производа се односи на способност материјала да преноси ултразвучне вибрације без оштећења.
Пошто је ППС полукристални термопласт са високом тачком топљења, ултразвучне вибрације велике амплитуде обично су потребне да би се пластика растопила да би се формирао завар. Узимајући у обзир својства високог модула (високе крутости) ППС-а, амплитуда излаза се може пренети на значајно растојање у пластичном делу. Што је веће растојање између трубе и вара, већа је потребна амплитуда. Код заваривања у блиском пољу (раздаљина између заваривања контактне површине и шава је мања од 6 мм), већа ефикасност заваривања се може постићи коришћењем процеса заваривања високе фреквенције и мање амплитуде. Код заваривања на даљину (раздаљина између заваривања контактне површине и шава је већа од 6 мм), удаљеност преноса амплитуде је ограничена структуром производа. Када је зид тањи, удаљеност преноса ултразвучних вибрација је краћа.
Снага потребна за заваривање зависи од величине површине завара, геометрије дела и карактеристика апсорпције материјала. ППС заваривање обично захтева велику излазну снагу како би се осигурало да се већина енергије веома брзо пренесе на завар док се избегне оштећење дела вибрацијама. Брзина заваривања је усклађена са топљењем ППС пластике и брзином формирања завара.
Када је производ дизајниран са посмичним шавом, почетни параметри се могу подесити на велику излазну снагу, модулатор великог односа, низак притисак заваривања и спорију брзину заваривања. Затим, према стварним резултатима заваривања, врши се следеће подешавање. Приликом лемљења, имајте на уму да велика амплитуда и дуготрајне вибрације могу оштетити површину дела. Максимална чврстоћа завара се формира током фазе држања. Ако херметичност није добра, динамички растојање притиска или време задржавања може се повећати да би се побољшало.
Када користите дизајн посмичног шава, потребно је обратити пажњу на бочни ослонац зида производа како би се избегао проблем слабе чврстоће заваривања услед отварања бочног зида дела током заваривања. Уређај може бити направљен од алуминијума, челика, смоле или других материјала. Пристајање између уређаја и производа треба да буде одговарајуће да обезбеди одговарајућу подршку и олакша руковање деловима.
4. чврстоћа заваривања
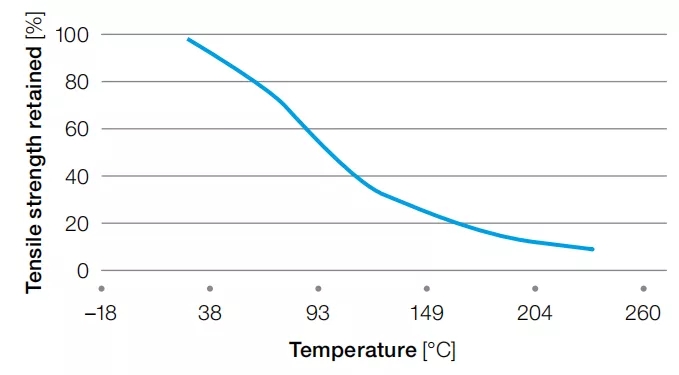
Чврстоћа завара је обично много нижа од масе материјала. Пошто на шаву готово да нема стаклених влакана, чврстоћа завара је углавном одређена јачином саме смоле. Односно, када се заваривају материјали од чисте смоле (осим ојачаних стакленим влакнима), чврстоћа завара обично није тако велика као расути материјал. За одређене ППС материјале, снага завара може да достигне 50Мпа; за већину ППС материјала, чврстоћа завара је мања од 35Мпа. Поред тога, чврстоћа завара опада са повећањем температуре, као што је приказано на следећој слици (чиста затезна чврстоћа чистог ППС-а као функција температуре).
Поред тога, постоји много других фактора који утичу на чврстоћу завара:
Подручје подручја заваривања. Што је жица дужа, што је више растопљене пластике, то је већа чврстоћа завара. Али у ствари, под утицајем фактора као што су тачност бризгања и прибора, површина заварене површине биће много мања него што дизајн очекује.
·
Димензионална тачност и квалитет бризганих делова. Дефекти убризгавања као што су шупљине апсорбују ултразвучне вибрације и утичу на пренос енергије. Може изазвати опекотине и унутрашње пукотине на површини дела, као и мању чврстоћу завара.
·
Таква површинска контаминација мазива или средства за отпуштање калупа смањује стварање топлоте због трења и отежава процес заваривања. Истовремено, јачина шава је смањена због нечистоћа које улазе у завар.
Током процеса заваривања, ППС пластика на шаву се брзо топи и брзо хлади, и лако је произвести аморфније (аморфно) стање. Када се производ користи на температурама изнад 85°Ц, ППС ће се постепено трансформисати у полукристално стање, стварајући додатни стрес унутар производа.





















