Dansk








|
















| Frekvens: | |
|---|---|
| Amplitude af vibrationer (a): | |
| Effekt: | |
| Antal: | |



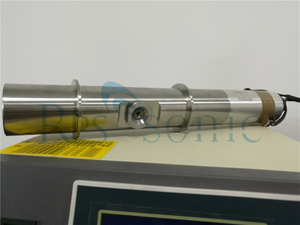
UIT20
Rps-sonic
UIT20
Hvad er ultralydsbehandling
Ultralydsstødbehandling (UIT) er en relativt ny teknik, der anvendes til tåen af svejsede samlinger for at forbedre udmattelseslevetiden ved at ændre svejsegeometrien og restspændingstilstanden. I denne undersøgelse undersøges spændingsafslapningen på grund af ultralydsstødbehandling på en seks-pas svejset højstyrke bratkølet og hærdet stålsektion. Spændingsmålinger i to ortogonale retninger blev udført ved energidispersiv synkrotronrøntgendiffraktion. Resultater viser, at anvendelsen af kun ultralyd på en svejset komponent omfordeler restspændingerne mere ensartet, mens mekaniske påvirkninger i kombination med ultralyd er en effektiv måde at frigøre restspændingerne. Efter svejsning observeres diffraktionsspidsudvidelse på grund af gitterforvrængning, karakteriseret ved den fulde bredde ved halv maksimum (FWHM), i området af svejsetæerne. Ultralydsbehandling reducerer FWHM på disse steder.
Parameter:
| Model nr. | UIT20 | |
| Ultralydsfrekvens | 20Khz | |
| Maksimal output | 800 watt | |
| Amplitude | 40 um |
|
| Strømforsyning | 220V / 50-60 Hz | |
| Ultralydsgenerator | Størrelse | 250(B) x 310(L) x 135(H) mm |
| Vægt | 5 kg | |
| Feature | Ultralyds amplitude justerbar | |
Anvendelse:
Aluminium (inklusive sensibiliseret aluminium)
Bronze
Koboltlegeringer
Nikkellegeringer
Stål
Kulstofstål
Rustfrit stål
Højstyrke lavlegeret stål
Mangan stål
Titanium







































