Сербия
Прегледи: 150 Аутор: Ивонне Хан Време објаве: 19.06.2024 Извор: Сајт
Принцип ултразвучне машине за заваривање?
Када ултразвучни таласи делују на термопластичну пластичну контактну површину, генеришу се високофреквентне вибрације десетине хиљада пута у секунди. Ова високофреквентна вибрација достиже одређену амплитуду, а ултразвучна енергија се преноси у зону завара кроз горњи завар, јер је зона завара две. Спојеви на завареним спојевима имају велики акустички отпор, па се стварају локалне високе температуре. Штавише, због лоше топлотне проводљивости пластике, она се не може на време распршити и скупити у зони завара, тако да се контактне површине две пластике брзо топе, а након одређеног притиска, оне се интегришу у једну. Када се ултразвучни талас заустави, пустите да притисак траје неколико секунди да би се учврстио, формирајући тако јак молекуларни ланац за потребе заваривања, снага заваривања може бити близу јачини сировог материјала. Квалитет ултразвучног заваривања пластике зависи од амплитуде главе за заваривање претварача, примењеног притиска и времена заваривања. Време заваривања и притисак главе заваривања се могу подесити. Амплитуду одређују претварач и сирена. Ове три величине имају одговарајућу вредност једна за другу. Када енергија премаши одговарајућу вредност, количина топљења пластике је велика, а материјал за заваривање се лако деформише; ако је енергија мала, заваривање је тешко, а примењени притисак се не може повећати. Овај оптимални притисак је производ дужине странице завареног дела и оптималног притиска по 1 мм ивице. Ултразвучно заваривање је високотехнолошка технологија за заваривање термопластичне технологије. Различити делови од термопластичне гуме могу се обрадити ултразвучним заваривањем без додавања растварача, лепка или других помоћних производа. Предност је повећање продуктивности и смањење трошкова. побољшати квалитет производа.
Принцип ултразвучног заваривања: Генератор генерише 20КХЗ, (или 15КХЗ) високонапонски, високофреквентни сигнал, кроз систем за конверзију, претвара сигнал у високофреквентну механичку вибрацију, која се примењује на радни комад пластичних производа, кроз радну површину и интринзичну интермолекуларну. Трење изазива пораст температуре на интерфејсу. Када температура достигне тачку топљења самог радног предмета, прикључак за заваривање радног комада се брзо топи, а затим попуњава празнину између интерфејса. Када се вибрација заустави, радни предмет се истовремено хлади и фиксира под одређеним притиском. , за постизање савршеног заваривања.
Како функционише ултразвучно заваривање?
Принцип ултразвучног заваривања је претварање струје од 50/60 Хз у 15, 20, 30 или 40 кХз помоћу ултразвучног генератора. Претворену високофреквентну електричну енергију претварач поново претвара у механичко кретање исте фреквенције, а затим се механичко кретање преноси на главу за заваривање преко скупа уређаја амплитудног модулатора који могу да мењају амплитуду. Рог преноси примљену вибрациону енергију на спој радног комада који се завари, у коме се енергија вибрација претвара у топлотну енергију трењем да би се пластика растопила. Ултразвук се може користити не само за заваривање тврдих термопласта, већ и за тканине и филмове.
Главне компоненте сета ултразвучних система за заваривање укључују ултразвучне генераторе, трансдуктор/појачало/троструке главе за заваривање, калупе и оквире.
Који је састав и функција ултразвучне машине за заваривање пластике
Ултразвучна машина за заваривање пластике састоји се од пнеуматског преносног система, управљачког система, ултразвучног генератора, претварача и сирене и механичког уређаја.
1. Пнеуматски преносни систем
Укључујући: прекомерне стезаљке, вентиле за смањење притиска, мистере за уље, комутаторе, вентиле за гас, цилиндре итд.
У раду, ваздушни цилиндар се прво покреће ваздушним компресором да би покренуо ултразвучни систем за претварање вибрација за кретање горе-доле. Притисак ваздуха у ултразвучном заваривању средње и мале снаге подешава се према потребама заваривања.
2, систем управљања
Управљачки систем се састоји од временског релеја или тајмера интегрисаног кола. Главне функције су следеће: Прво, контролишете рад система пнеуматског преноса, тако да се пнеуматски вентил отвара под контролом времена током заваривања, притисак цилиндра се спушта да би се спустила глава за заваривање, а радни предмет се притисне под одређеним притиском, а притисак се одржава неко време након заваривања. Затим, контролни систем преокреће вентил путање гаса да би се глава заваривања подигла и вратила; друго, контрола радног времена ултразвучни генератор , систем аутоматизује цео процес заваривања и само покреће дугме за генерисање импулса за окидање током рада и може аутоматски да заврши цео процес овог заваривања. Редослед целог контролног система је: пнеуматски преносни сигнал за покретање-окидач, цилиндрична глава за заваривање под притиском се спушта и притиска окидач за заваривање, ултразвучни генератор ради, емитује ултразвучне таласе и одржава одређено време заваривања да би се уклонила ултразвучна емисија да би се одржало одређено време притиска за смањење притиска. Глава заваривања се подиже и заваривање се подиже.
3, ултразвучни генератор
1) Апарат за заваривање пластике ултра велике снаге са великом снагом, сигнал генератора усваја коло за аутоматско праћење са фазно закључаном фреквенцијом, тако да је излазна фреквенција генератора у основи у складу са резонантном фреквенцијом претварача.
2) Генератор који се користи у ултразвучна машина за заваривање пластике са снагом изнад 500В користи самопобуђени осцилатор снаге и такође има одређену способност праћења фреквенције.
Који су основни делови у ултразвучној машини за заваривање пластике
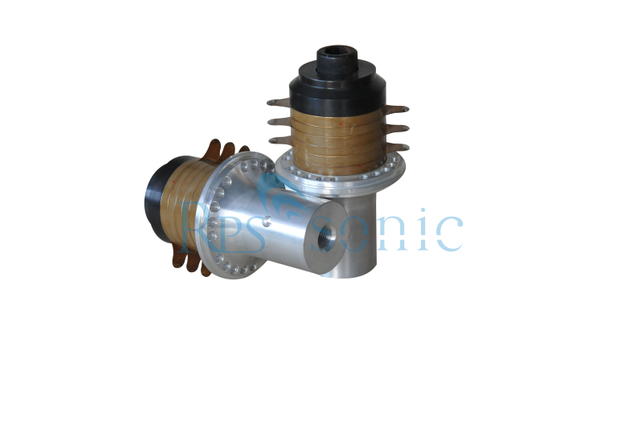
1) Претворник
Акустични систем за ултразвучне машине за заваривање пластике састоји се од три дела: 1 погонски део 2 фиксни део 3 радни део. У горње три компоненте, погон је језгро, углавном користећи уздужно вибрирајући претварач који је стегнут завртњем, при чему уздужни вибратор полуталасне дужине и уздужни вибратор четвртине таласне дужине, уздужни вибрациони центар половине таласне дужине и полуталасна дужина полуталасне дужине формирају пластичну везу пуне таласне дужине. претварач, а уздужни вибратор четвртине таласне дужине је повезан са четвртталасним концентратором да би се формирао трансдуктор полуталасне дужине.
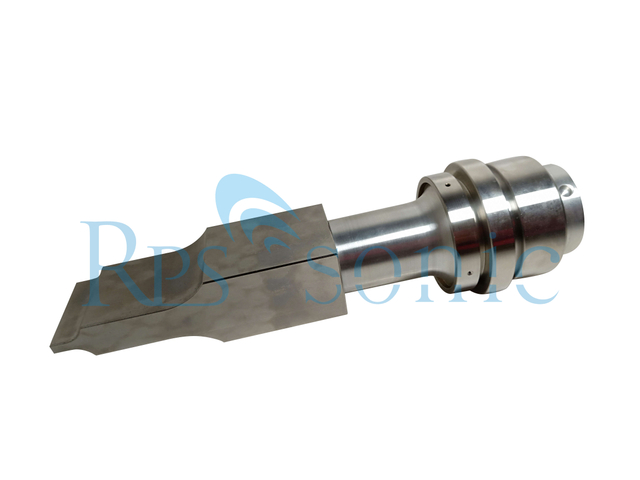
2) Хорн
За различите предмете заваривања потребна је различита сирена. Било да се ради о заваривању у блиском пољу или трансмисионом заваривању, само сирена полуталасне дужине може постићи максималну амплитуду крајње површине заваривања.
Рог има две врсте амплитуде и нема појачања амплитуде. Рог акустичног система за машину за заваривање пластике је обично направљен од легуре алуминијума. Крајња страна је обложена тврдом легуром. Када је снага велика, такође је направљен од материјала легуре титанијума. У овом случају, заморна чврстоћа материјала је више него двоструко већа од оне легуре алуминијума.
Модели и спецификације ултразвучних машина за заваривање пластике?
Ултразвучне машине за заваривање пластике разликују се по величини због употребе и материјала за заваривање, а њихове спецификације су различите. Његова излазна снага се креће од десетина вати у машинама за ручно заваривање до неколико киловата у главним рачунарима, обично у опсегу од 15 кХз до 40 кХз. Ултразвучна машина за заваривање пластике од 15КХз, 20КХз је широко коришћен модел, излазна снага је између 1000В-4000В, радна фреквенција је 15КХз, 20КХз, а тежина је лагана, квалитет је добар, то је ултразвучна машина за заваривање пластике по избору у индустрији пластике.
Ултразвучна машина за заваривање пластике улази у област пластичне индустрије са својим незаменљивим предностима. Она игра огромну улогу и ствара огромне користи. Истовремено, очекује се да ће ултразвучна машина за заваривање пластике имати већи пробој и предност за индустрију пластике. Већи допринос.
У методи израде спојних делова за пелене ултразвучном технологијом, два или четири еластична дела за уши су везана дуж обе стране задњег и задњег појаса тела пелене, а ултразвучна технологија се користи за повезивање еластичних делова за уши, или леве и десне налепнице, са телом пелене. Користећи ултразвучну специјалну технологију перформанси, еластични део за уши или лева и десна налепница су повезани са телом пелене, а веза је поузданија, а избегава се употреба хемијског лепка у процесу производње, што штеди материјале и чини производ еколошки прихватљивијим.