Hvad er ultralydssvejsehorn
Vi ved, at når et objekt vibrerer, giver det en lyd. Forskere omtaler antallet af vibrationer pr. sekund som lydens frekvens, og dens enhed er Hertz. Frekvensen af lydbølger, som vi kan høre i menneskelige ører, er 20 til 20.000 Hz. Når lydbølgens vibrationsfrekvens er større end 20.000 Hz eller mindre end 20 Hz, hører vi den ikke. Derfor kalder vi lydbølger med frekvenser over 20.000 Hz for 'ultralyd'.
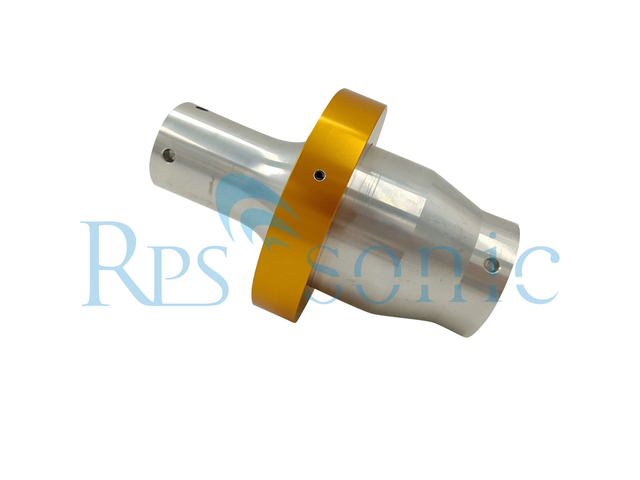
Hvad er et ultralydssvejsehorn:
Ultralydshorn er en generisk betegnelse for alle ultralydssendere og er en integreret del af ultralydssvejseudstyr. Dens funktion er at koble de ultralydsbølger, der genereres af transduceren, ind i det objekt, der behandles. Fordi det skal transmittere ultralydsbølger, skal svejsehornet arbejde i en resonanstilstand, det vil sige, at dets naturlige resonansfrekvens skal passe til transduceren. For det andet skal amplituden være ensartet, og formen af endefladen af svejsehornet skal tilpasses formen af det emne, der skal svejses.
Materialevalg til ultralydssvejsehorn (titaniumlegering, aluminiumlegering, pulvermetallurgisk stål osv.)
Ultralydshorn
1. Produktkrav: Bestem støbeformens levetid og slidhastighed, og beslut derfor hvilket metal der skal bruges.
2. Produktets form: Hvilken slags svejseproces bruges til at indstille støbeformens størrelse, tryktransmissionsarealet, den deformation, der kan opstå, når produktet smeltes, og hvor meget kraft og funktion, der kræves. Om det er muligt at udføre arbejdet i én svejsning.
3, den plastiske karakter af produktet: Bestem arbejdsamplituden af formen, at arbejdet skal acceptere ultralydsenergien, formen af energilinjen, placering, størrelse. Sådan designes kontaktpositionen ved kombination af forskellige plasttyper.
Levetiden for et svejsehorn bestemmes af to aspekter: for det første materiale, for det andet proces
Materialer: Ultralydssvejsning kræver gode metalegenskaber (godt mekanisk tab ved lydtransmission), så de almindeligt anvendte materialer er aluminiumslegering og titanlegering, men ultralydsmetalsvejsning kræver slidstyrke på svejsehorn (højere krav) Hårdhed) gør valget af materialer vanskeligere, fordi hårdhed og sejhed ser ud til at være iboende meget modsat. De højkvalitets stålmaterialer, vi vælger, kan løse denne modsætning bedre. Svejsehornets effektive levetid er maksimeret.
Proces: inklusive forarbejdningsteknologi og efterfølgende forarbejdningsteknologi, forarbejdningsteknologien er blevet beskrevet detaljeret før, den efterfølgende forarbejdning omfatter varmebehandling og parametermodifikation, baseret på de materialer, jeg vælger, har vi en original varmebehandlingsproces for at sikre; i hvert svejsehorn Efter at produktionen er afsluttet, måles og justeres parametrene separat for at sikre produktionen.
Fejlanalyse
1, feber
Svejsehornet vil have en vis mængde varme under drift, hvilket er forårsaget af det mekaniske tab af selve materialet og svejsningens varmeledning. Uanset om svejsehårvarmen er normal eller ej, når belastningen ikke belastes (dvs. den rører ikke emnet), udsendes ultralydsbølgen kontinuerligt i mere end en halv time, og temperaturen må ikke overstige 50-70 °C. Hvis varmen er kraftig, beviser det, at svejsehornet er beskadiget, eller materialet er ukvalificeret. erstatte.
2. Hylen
Når der er en hylen, når svejsehornet virker, skal følgende årsager analyseres:
1 Er monteringsskruen løs?
2 Om svejsehornet er revnet
3 Om svejsehornet er i kontakt med genstande, der ikke bør være i kontakt.
2, overbelastning
Når generatoren udsender en overbelastningsalarm, skal den kontrolleres som følger:
1 Tomgangstest, hvis arbejdsstrømmen er normal, kan det være, at svejsehornet er i kontakt med den genstand, der ikke skal røres, eller parameterjusteringen mellem svejsehornet og svejsesædet er defekt.
2 Når tomgangstesten ikke er normal, skal du først observere, om svejsehornet har revner, om installationen er fast, derefter fjerne svejsehornet og derefter udføre tomgangstesten for at eliminere, om der er et problem med transduceren + hornet, og fjerne det trin for trin. Efter at have elimineret muligheden for svigt af transduceren + horn, skal du udskifte det nye horn for at fastslå.
3 Nogle gange er der et tilfælde, hvor tomgangstesten er normal, men den kan ikke fungere normalt. Det kan være, at de indre dele af den akustiske energi, såsom svejsehornet, ændrer sig, hvilket resulterer i dårlig lydenergitransmission. Her er en forholdsvis simpel bedømmelsesmetode: håndberøringsmetode. Arbejdshornet eller hornet har en meget ensartet amplitude, når man arbejder på overfladen, og hånden føles fløjlsblød. Når lydenergien ikke overføres jævnt, er der en følelse af bobler eller grater ved berøring med hånden. Eksklusionsmetoder bruges til at eliminere problematiske dele. Den samme situation kan opstå, når generatoren ikke er normal, fordi transducerens inputbølgeform normalt skal være en jævn sinusbølge, hvilket også kan forekomme, når der er spidser eller unormale bølgeformer på sinusbølgen. På dette tidspunkt kan et andet akustisk energielement til beskæring erstatte diskrimination.