Co je ultrazvuková svařovací tryska
Víme, že když předmět vibruje, vydává zvuk. Vědci uvádějí počet vibrací za sekundu jako frekvenci zvuku a její jednotkou je Hertz. Frekvence zvukových vln, které můžeme slyšet v lidských uších, je 20 až 20 000 Hz. Když je frekvence vibrací zvukové vlny větší než 20 000 Hz nebo menší než 20 Hz, neuslyšíme ji. Zvukové vlny s frekvencemi nad 20 000 Hz proto nazýváme 'ultrazvuk'.
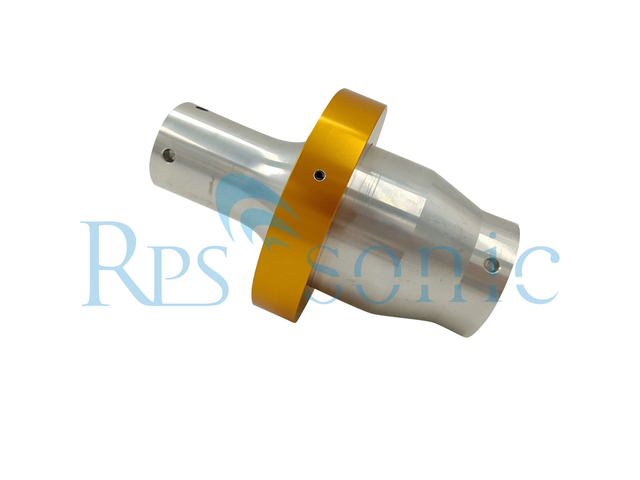
Co je to ultrazvukový svařovací roh:
Ultrazvukové houkačky jsou obecným pojmem pro všechny ultrazvukové vysílače a jsou nedílnou součástí zařízení pro ultrazvukové svařování. Jeho funkcí je spojovat ultrazvukové vlny generované snímačem do zpracovávaného objektu. Protože má vysílat ultrazvukové vlny, musí svařovací trychtýř pracovat v rezonančním stavu, to znamená, že jeho vlastní rezonanční frekvence by měla odpovídat měniči. Za druhé, amplituda by měla být jednotná a tvar koncové plochy svařovacího rohu by měl být přizpůsoben tvaru svařovaného obrobku.
Výběr materiálu ultrazvukového svařovacího rohu (slitina titanu, slitina hliníku, ocel práškové metalurgie atd.)
Ultrazvukový klakson
1. Požadavky na produkt: Určete životnost a míru opotřebení formy, a proto se rozhodněte, který kov použít.
2. Tvar výrobku: Jaký druh svařovacího procesu se používá k nastavení velikosti formy, oblasti přenosu tlaku, deformace, ke které může dojít při tavení výrobku, a jak velký výkon a funkce je vyžadována. Zda je možné dílo dokončit jedním svarem.
3, plastická povaha produktu: určit pracovní amplitudu formy, která by měla přijmout ultrazvukovou energii, tvar energetické linky, umístění, velikost. Jak navrhnout polohu kontaktu při kombinaci různých plastů.
Životnost svařovacího trychtýře je určena dvěma aspekty: za prvé, materiál, za druhé, proces
Materiály: Ultrazvukové svařování vyžaduje dobré vlastnosti kovu (dobré mechanické ztráty při přenosu zvuku), takže běžně používanými materiály jsou hliníková slitina a slitina titanu, ale ultrazvukové svařování kovů vyžaduje odolnost proti opotřebení svařovací rohoviny (vyšší požadavky). Kvalitní ocelové materiály, které volíme, dokážou tento rozpor lépe vyřešit. Efektivní životnost svařovacího rohu je maximalizována.
Proces: včetně technologie zpracování a následné technologie zpracování, technologie zpracování byla podrobně popsána dříve, následné zpracování zahrnuje tepelné zpracování a úpravu parametrů, na základě materiálů, které volím, máme k dispozici originální proces tepelného zpracování; v každém svařovacím rohu Po ukončení výroby jsou parametry měřeny a upravovány samostatně pro zajištění výroby.
Analýza poruch
1, horečka
Svařovací trychtýř bude mít během provozu určité množství tepla, které je způsobeno mechanickou ztrátou samotného materiálu a vedením tepla svařence. Bez ohledu na to, zda je teplo svařovacího vlasu normální nebo ne, když zátěž není zatížena (tj. nedotýká se obrobku), ultrazvuková vlna je nepřetržitě vyzařována déle než půl hodiny a teplota nesmí překročit 50-70 °C. Pokud je žár silný, dokazuje to, že je poškozená svařovací tryska nebo je nekvalifikovaný materiál. nahradit.
2. Vytí
Když se při práci svařovacího rohu ozve vytí, je třeba analyzovat následující důvody:
1 Není uvolněný montážní šroub?
2 Zda je svařovací tryska prasklá
3 Zda je svařovací trychtýř v kontaktu s předměty, které by neměly být v kontaktu.
2, přetížení
Když generátor vydá alarm přetížení, měl by být zkontrolován následovně:
1 Test naprázdno, pokud je pracovní proud normální, může se stát, že svařovací trychtýř je v kontaktu s předmětem, kterého by se nemělo dotýkat, nebo je chybné nastavení parametrů mezi svařovací tryskou a svařovacím sedlem.
2 Když není test naprázdno normální, nejprve sledujte, zda má svařovací trychtýř praskliny, zda je instalace pevná, poté svařovací trychtýř sejměte a poté proveďte test naprázdno, abyste odstranili, zda není problém se snímačem + houkačkou, a odstraňte jej krok za krokem. Po vyloučení možnosti poruchy převodníku + houkačky vyměňte klakson za nový.
3 Někdy nastane případ, kdy je test naprázdno normální, ale nemůže normálně fungovat. Může se stát, že se změní vnitřní části akustické energie, jako je svařovací trychtýř, což má za následek špatný přenos zvukové energie. Zde je poměrně jednoduchá metoda úsudku: metoda doteku rukou. Pracovní roh nebo roh má velmi jednotnou amplitudu při práci na povrchu a ruka je sametově hladká. Když se zvuková energie nepřenáší plynule, vzniká při dotyku rukou pocit bublinek nebo otřepů. K odstranění problematických partií se používají vylučovací metody. Stejná situace může nastat, když generátor není normální, protože za normálních okolností by vstupní křivka převodníku měla být hladká sinusová vlna, která se také může objevit, když jsou na sinusovce špičky nebo abnormální křivky. V tomto okamžiku může být diskriminace nahrazena jiným ořezávacím prvkem akustické energie.