Česky
Zobrazení: 55 Autor: Editor webu Čas publikování: 26. 7. 2019 Původ: místo
Jak vyrobit dobrý ultrazvukový klakson
Jak vyrobit ultrazvukový klakson? Nejprve pochopíme vlastnosti ultrazvukového svařovacího rohu:
Podle požadavků na svařování produktu se analyzuje životnost ultrazvukové formy a poté se hliníková slitina nebo slitina titanu použije k výrobě ultrazvukové plastové formy.
Tvarový design produktu: Jaký druh svařovacího procesu se používá k určení specifikací ultrazvukové formy, oblasti přenosu tlaku, deformace, která může nastat, když je produkt tavený, a kolik ultrazvukového svařovacího stroje je potřeba ke svařování. Ať už se jedná o dokončení svařování nebo dokončení sekundárního svařování.
Materiál produktu: Určete pracovní amplitudu ultrazvukové formy, která by měla přijímat ultrazvukovou energii, tvar, polohu a velikost vedení energie. Jak navrhnout fixační jednotku a pájecí plochu při kombinaci různých plastů.
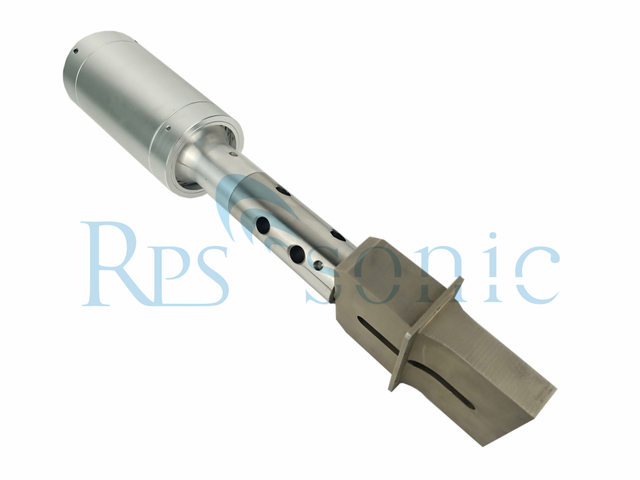
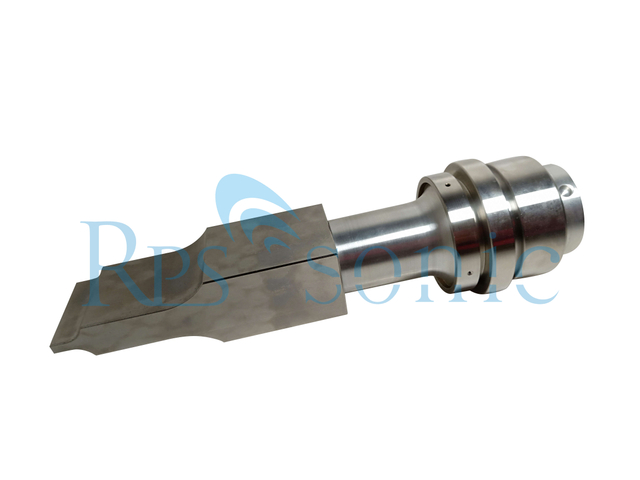
Ultrazvuková svařovací hlava import 7075 letecký hliník
Při výrobě ultrazvukových forem pro svařování plastů komplexní zvážení následujících faktorů: 1, požadavky na produkt: určit životnost formy, míru opotřebení, a proto se rozhodnout, který kov použít. 2. Tvar výrobku: Jaký druh svařovacího procesu se používá k nastavení velikosti formy, oblasti přenosu tlaku, deformace, ke které může dojít při tavení výrobku, a jak velký výkon a funkce je vyžadována.
Materiál ultrazvukové formy: Materiál je jedním z hlavních důvodů pro zajištění účinku životnosti ultrazvukové formy na fúzní produkt. Proces kompletace formy je komplikovaný. Není to tedy jen návrh konstruktéra forem, že materiál musí být pečlivě vybrán, ale také materiál, který výrobek vyžaduje, aby byl použit, aby se předešlo neúmyslnému ovlivnění jeho aktuálnosti a kvality.
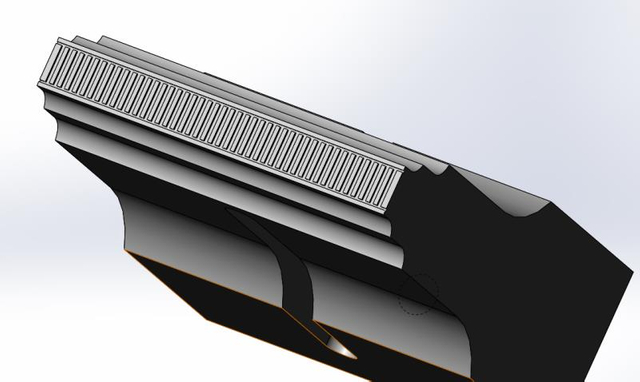
Simulace ultrazvukové formy Ansys
Každý 3D návrh svařovací hlavy je podroben analýze konečných prvků a hotový produkt je přísně testován analyzátorem, aby byla zajištěna konzistence amplitudy ultrazvukové svařovací hlavy svařované části produktu. Aby bylo možné účinně potlačit boční vibrace ultrazvukové formy, musí být ultrazvuková forma nejprve určena frekvenční rovnicí. Podélné a příčné rezonanční frekvence jsou štěrbinové pro potlačení režimu příčné vibrace v blízkosti základní frekvence podélné vibrace ultrazvukové formy. Drážka musí být umístěna v uzlu režimu příčných vibrací ultrazvukové formy a velikost otvoru musí být správně zvolena. Aby to bylo nákladově efektivní, měly by být potlačeny silné boční vibrace, aby bylo možné účinně potlačit a zlepšit boční vibrace velkého nástroje. Distribuce posunutí povrchu ultrazvukových vln ultrazvukové formy je rovnoměrná a zlepšuje se podélná pracovní účinnost systému ultrazvukových vibrací a je dosaženo ideálního účinku ultrazvukového svařování.

Tepelné zpracování: Tepelné zpracování kovové formy pro ultrazvukové svařování je stejně důležité jako materiál. Stabilní proces tepelného zpracování vyžaduje vysokou účinnost a odolnost proti opotřebení. Máme záznam o každém procesu tepelného zpracování svařovací hlavy, máme proces tepelného zpracování s vysokou poptávkou.

Nástroje pro ultrazvukové svařování jsou přizpůsobeny podle požadavků zákazníka: poskytujeme pouze výkresy nebo produkty, můžeme navrhnout a zpracovat podle požadavků zákazníka. Dále lze zajistit zpracování náhradních dílů: produkt (vzorek) parametr zpracování základ: návrh a zpracování dle výkresů, vzorků nebo funkčních požadavků dodaných zákazníkem.
Ultrazvukové matečné svařování