Polski
Wyświetlenia: 85 Autor: Edytor witryny Czas publikacji: 26.07.2019 Pochodzenie: Strona
Jak idealnie dopasować róg ultradźwiękowy i przetwornik
1. Zasada i konstrukcja przetwornika ultradźwiękowego (ultradźwiękowy system wibracyjny).
Streszczenie: Projekt i obliczenia układu przetwornika ultradźwiękowego zgrzewarki tworzyw sztucznych oraz zastosowanie trójwymiarowego oprogramowania PRO-E do narysowania trójwymiarowego modelu, a następnie analiza częstotliwościowa, stanowi użyteczną metodę projektowania układu przetwornika ultradźwiękowego.
Słowa kluczowe: przetwornik ultradźwiękowy, wibrator ultradźwiękowy, wibrator ultradźwiękowy, ultradźwiękowy system wibracyjny
We współczesnym społeczeństwie różnorodne produkty z tworzyw sztucznych przeniknęły do różnych dziedzin życia codziennego. Tradycyjna technologia przetwarzania nie jest już w stanie sprostać potrzebom rozwojowym współczesnego przemysłu tworzyw sztucznych. Zgrzewarka ultradźwiękowa tworzyw sztucznych nie wymaga dodawania kleju, wypełniacza ani rozpuszczalnika i nie zużywa dużej ilości źródła ciepła podczas spawania wyrobów z tworzyw sztucznych. Ma zalety prostej obsługi, dużej prędkości spawania, wysokiej wytrzymałości spawania i wysokiej wydajności produkcji. Dlatego coraz szerzej stosowana jest technologia zgrzewania ultradźwiękowego. Ultradźwiękowe systemy przetworników obejmują zwykle przetworniki ultradźwiękowe i tuby ultradźwiękowe, które są podstawowymi elementami spawania ultradźwiękowego, a dobre przetworniki ultradźwiękowe są warunkiem wstępnym spawania ultradźwiękowego.
2.1 Konstrukcja przetwornika ultradźwiękowego
Gdy pracuje ultradźwiękowa zgrzewarka do tworzyw sztucznych, obróbka plastikowego przedmiotu obrabianego wymaga wibracji wzdłużnych o wysokiej częstotliwości, tak że górna i dolna forma przedmiotu obrabianego wibrują i topią górną i dolną warstwę, aby uzyskać efekt spawania. Dlatego wybrano typ przetwornika jako podłużny przetwornik kompozytowy, a konstrukcja jest prosta, a schemat pokazano na FIG. 2. Pierwsza i dwie ostatnie części to metalowe nakładki; środek stanowi piezoelektryczny stos kryształów ceramicznych, który jest zazwyczaj spolaryzowanym wzdłużnie okrągłym otworem lub okrągłą rurką, lub spolaryzowaną promieniowo okrągłą rurką; śruba naprężająca napina trzy części mocno dociśnięte.


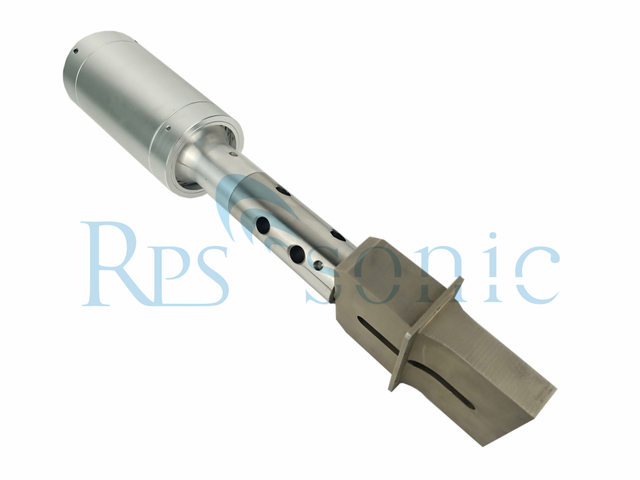
Róg ultradźwiękowy
Schemat struktury rogu ultradźwiękowego
Głowica do spawania ultradźwiękowego
Stopniowa forma ultradźwiękowa
Wykorzystując oprogramowanie PRO-E do analizy częstotliwości tuby, najpierw w programie PRO-E 3D rysowany jest model 3D tuby w zależności od wielkości tuby. Po drugie, narzędzie do analizy częstotliwości służy do analizy częstotliwości klaksonu. Wartość wejściowa niskiej częstotliwości wynosi 20000 Hz, materiał to 2A01, a moduł sprężystości materiału wynosi 0,7×105 MPa, czyli 0,3. Po przedstawieniu wyników analizy na rysunku 4 częstotliwość drgań na wyjściu tuby wynosi 20544 Hz, co nie różni się zbytnio od wartości częstotliwości początkowej wynoszącej 20 kHz, więc może spełniać wymagania projektowe.
2.3 Konstrukcja głowicy zgrzewającej ultradźwiękowej
Kiedy pracuje ultradźwiękowa zgrzewarka do tworzyw sztucznych, siła wywierana na obrabiany przedmiot przez głowicę narzędzia wynosi około 30 do 50 N, więc siła nie jest duża i jest to stan pracy o średniej wytrzymałości, tak że jako materiał produkcyjny można wybrać twarde aluminium modelu 2A01. . Aby głowica narzędzia działała prawidłowo, dopasowana jest część głowicy narzędzia podłączona do wyjścia tuby. Dopasowanie odnosi się do dopasowania impedancji pomiędzy wyjściem tuby a wejściem głowicy narzędzia. Wymagane jest zatem, aby przy częstotliwości rezonansowej na ich powierzchniach stykowych impedancja wyjściowa tuby była równa impedancji wejściowej głowicy narzędzia. Zgodnie z wiedzą wspomnianą powyżej, równa impedancja obu elementów wymaga jedynie, aby ich pola przekroju poprzecznego były równe.
Rysunek głowicy zgrzewającej ultradźwiękowej
Wykorzystując oprogramowanie PRO-E do analizy częstotliwości głowicy zgrzewającej ultradźwiękowej, w pierwszej kolejności w programie PRO-E 3D rysowany jest model 3D głowicy narzędzia w zależności od wielkości głowicy zgrzewającej. Następnie głowicę narzędzia poddano analizie częstotliwościowej. Wartość wejściowa niskiej częstotliwości wynosiła 20 kHz, materiał wynosił 2A01, a moduł sprężystości materiału wynosił 0,7 × 105 MPa, 0,3. Wykres analizy częstotliwości

Kontrola głowicy zgrzewającej ultradźwiękowej
Można zauważyć, że mała część czołowa głowicy spawalniczej jest również częstotliwością rezonansową górnej części figury wynoszącą 20021 Hz, która nie różni się zbytnio od częstotliwości pierwszej podanej fali ultradźwiękowej wynoszącej 20 kHz. Dlatego konstrukcja głowicy narzędzia może spełniać wymagania projektowe, a czas pracy może wynosić. Wibracje przenoszone przez przetwornik przez tubę na wejściowy koniec głowicy tuby rezonują.
Analiza częstotliwości głowicy zgrzewającej ultradźwiękowej
Zgodnie z równaniem drgań o dowolnym zmiennym przekroju ogólne rozwiązanie równania drgań rozwiązuje się pod warunkiem, że znane są współrzędne i warunki brzegowe każdej części wibratora, a następnie otrzymuje się równanie częstotliwości i prędkości drgań wokół warunków brzegowych rozwiązania ogólnego i przetwornika ultradźwiękowego. Przetworniki ultradźwiękowe zostały zaprojektowane w oparciu o szereg znajomości równania rozkładu naprężeń i charakterystyki materiału ceramicznego z efektem piezoelektrycznym. W zależności od warunków pracy ultradźwiękowej zgrzewarki tworzyw sztucznych wybiera się rodzaj rogu; zgodnie ze współczynnikiem wzmocnienia amplitudy, zależnością mocy fali od amplitudy, uzyskuje się pole przekroju poprzecznego tuby; ogólne rozwiązanie zgodnie z równaniem prędkości drgań i tubą. Dogodne warunki, obliczenie rozkładu naprężenia i prędkości drgań każdej części tuby. Na podstawie równania częstotliwościowego i warunku wytrzymałościowego zaprojektowano głowicę zgrzewającą ultradźwiękowej zgrzewarki tworzyw sztucznych.
Badanie parametrów przetwornika ultradźwiękowego
W drodze szeregu projektów wiedzy i obliczeń określane są wymiary przetwornika ultradźwiękowego, tuby i głowicy narzędzia, a oprogramowanie PRO-E przeprowadza analizę widma w celu sprawdzenia, czy spełnia on wymagania projektowe. W ten sposób ukończono projekt układu wibracyjnego ultradźwiękowej zgrzewarki tworzyw sztucznych, który zapewnia przydatne etapy i metody projektowania ultradźwiękowego układu wibracyjnego.
2. Dobór przetworników ultradźwiękowych:
Przetwornik ultradźwiękowy to urządzenie do konwersji energii, którego funkcją jest przekształcanie wejściowej mocy elektrycznej w moc mechaniczną (tj. fale ultradźwiękowe), a następnie jej przepuszczanie, przy czym zużywa niewielką ilość energii (mniej niż 10%). Dlatego też problemem, który należy wziąć pod uwagę przy stosowaniu przetwornika ultradźwiękowego, jest dopasowanie do zacisków wejściowych i wyjściowych, a następnie mechaniczne wymiary montażowe i współpracujące. Na rynku dostępnych jest wiele rodzajów maszyn ultradźwiękowych, a klienci muszą zapewnić dokładne i niezawodne wskaźniki, aby zapewnić, że produkty przetworników ultradźwiękowych dostarczane przez firmę mogą być dobrze dopasowane do maszyn ultradźwiękowych Twojej firmy, aby osiągnąć dobrą wydajność.
Przetwornik ultradźwiękowy
Przetworniki ultradźwiękowe i wibratory ultradźwiękowe powinny zwracać uwagę na następujące parametry:
1 Częstotliwość rezonansowa: f, Jednostka: KHz
Częstotliwość odnosi się do częstotliwości mierzonej metodą linii przesyłowej przy użyciu generatora częstotliwości, miliwoltomierza lub podobnego urządzenia, lub częstotliwości mierzonej za pomocą analizatora impedancji lub podobnego urządzenia. Ogólnie znana jako mała częstotliwość sygnału. Przeciwieństwem jest częstotliwość górna, czyli rzeczywista częstotliwość robocza mierzona przez klienta, gdy przetwornik jest podłączony kablem do zasilania napędu i jest nieobciążony lub obciążony. Ponieważ obwody dopasowujące klientów są różne, te same przetworniki mają różną częstotliwość z różnymi źródłami zasilania. Częstotliwości te nie mogą być podstawą zamówienia.
2 Pojemność przetwornika: CT, jednostka: PF
Oznacza to, że wolną pojemność przetwornika można zmierzyć za pomocą mostka kondensatora przy częstotliwości od 400 Hz do 1000 Hz, można również zastosować analizator charakterystyki impedancji. Mówiąc prościej, pomiar za pomocą ogólnego przenośnego miernika pojemności również może spełnić te wymagania.
3 tryb pracy przetwornika
Ze względu na różne metody przetwarzania i wymagania, tryb pracy przetwornika można z grubsza podzielić na pracę ciągłą (maszyna koronkowa, maszyna układająca płyty CD, maszyna zamka błyskawicznego, zgrzewanie metalu itp.) i pracę impulsową (np. zgrzewarka tworzyw sztucznych). Różne metody pracy Wymagania dotyczące przetwornika są różne. Ogólnie rzecz biorąc, praca ciągła prawie nie ma czasu przerwy, ale prąd roboczy nie jest bardzo duży, praca impulsowa jest przerywana, jest przerwa, ale prąd chwilowy jest bardzo duży. Przeciętnie siła obu państw jest duża.
4 typ przetwornika i duża moc
Producent maszyny może mieć różne specyfikacje dotyczące mocy znamionowej maszyny dla różnych celów i celów. Innymi słowy, ten sam przetwornik może mieć różne moce nominalne stosowane w różnych maszynach. Aby uniknąć niejasności, klient powinien określić budowę przetwornika, np. typ kolumny, typ tuby odwróconej itp. oraz średnicę i liczbę piezoelektrycznych płytek ceramicznych.
5 Wymiary instalacyjne i współpracujące
Istnieją głównie materiały z tubami ultradźwiękowymi, metody obróbki powierzchni i kształty. Przetwornik ultradźwiękowy jest połączony z tubą ultradźwiękową, róg ultradźwiękowy jest połączony z formą ultradźwiękową oraz określa średnicę, grubość, liczbę wycięć lub otworów na śruby oraz położenie kołnierza tuby ultradźwiękowej.