Česky
Zobrazení: 85 Autor: Editor webu Čas publikování: 26. 7. 2019 Původ: místo
Jak vytvořit dokonalé sladění ultrazvukového klaksonu a měniče
1. Princip a konstrukce ultrazvukového měniče (ultrazvukový vibrační systém) přizpůsobení
Abstrakt: Návrh a výpočet systému ultrazvukového snímače svařovacího stroje na plasty a použití trojrozměrného softwaru PRO-E pro kreslení trojrozměrného modelu s následnou frekvenční analýzou poskytuje užitečnou metodu návrhu systému ultrazvukového snímače.
Klíčová slova: ultrazvukový měnič, ultrazvukový vibrátor, ultrazvukový vibrátor, ultrazvukový vibrační systém
V současné společnosti pronikly různé výrobky z plastů do různých oblastí každodenního života. Tradiční technologie zpracování již nemůže splňovat vývojové potřeby moderního plastikářského průmyslu. Ultrazvuková svářečka plastů nepotřebuje přidávat žádné lepidlo, plnivo ani rozpouštědlo a při svařování plastových výrobků nespotřebovává velké množství zdroje tepla. Má výhody jednoduchého ovládání, vysoké rychlosti svařování, vysoké svařovací síly a vysoké efektivity výroby. Proto se stále více využívá technologie ultrazvukového svařování. Ultrazvukové převodní systémy obvykle obsahují ultrazvukové převodníky a ultrazvukové trychtýře, které jsou základními součástmi pro ultrazvukové svařování, a dobré ultrazvukové převodníky jsou předpokladem pro ultrazvukové svařování.
2.1 Konstrukce ultrazvukového měniče
Když ultrazvukový svařovací stroj na plasty pracuje, vyžaduje zpracování plastového obrobku vysokofrekvenční podélné vibrace, takže horní a spodní formy obrobku vibrují a taví horní a spodní vrstvy, aby se dosáhlo svařovacího efektu. Proto je typ měniče zvolen jako podélný kompozitní měnič a konstrukce je jednoduchá a schematický diagram je znázorněn na Obr. 2. První a poslední dva kusy jsou kovové krycí desky; uprostřed je piezoelektrický keramický krystal, který je obecně podélně polarizovaným kruhovým otvorem nebo kruhovou trubicí nebo radiálně polarizovanou kruhovou trubicí; napínací šroub utahuje tři části Pevně přitisknuté.


Ultrazvukový klakson
Schéma struktury ultrazvukové houkačky
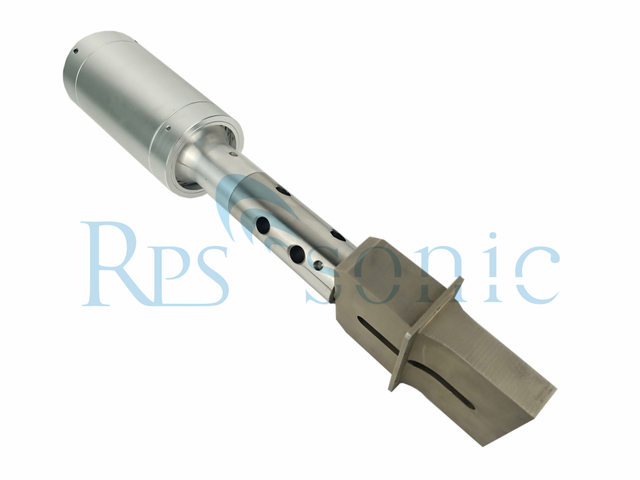
Ultrazvuková svařovací hlava
Stupňovitá ultrazvuková forma
Pomocí softwaru PRO-E pro analýzu frekvence houkačky je nejprve nakreslen 3D model houkačky pomocí softwaru PRO-E 3D podle velikosti houkačky. Za druhé, nástroj pro analýzu frekvence se používá k analýze frekvence houkačky. Vstupní hodnota nízké frekvence je 20000 Hz, materiál je 2A01 a modul pružnosti materiálu je 0,7×105 MPa, což je 0,3. Poté, co jsou výsledky analýzy znázorněny na obrázku 4, frekvence vibrací na výstupu houkačky je 20544 Hz, což se příliš neliší od počáteční hodnoty frekvence 20 kHz, takže může splňovat konstrukční požadavky.
2.3 Konstrukce ultrazvukové svařovací hlavy
Při práci ultrazvukového svařovacího stroje na plasty je síla, kterou na obrobek působí nástrojová hlava, asi 30 až 50 N, takže síla není velká a jedná se o středně pevný pracovní stav, takže jako výrobní materiál lze zvolit tvrdý hliník modelu 2A01. . Aby nástrojová hlava správně fungovala, je slícována část nástrojové hlavy, která je připojena k výstupu trychtýře. Přizpůsobení se týká impedančního přizpůsobení mezi výstupem zvukovodu a vstupem nástrojové hlavy. Je proto požadováno, aby při rezonanční frekvenci na jejich společných plochách byla výstupní impedance zvukovodu rovna vstupní impedanci nástrojové hlavy. Podle výše uvedených znalostí vyžaduje rovná impedance obou pouze stejnou plochu průřezu.
Výkres ultrazvukové svařovací hlavy
Pomocí softwaru PRO-E k analýze frekvence ultrazvukové svařovací hlavy je nejprve pomocí softwaru PRO-E 3D nakreslen 3D model nástrojové hlavy podle velikosti svařovací hlavy. Dále byla analyzována frekvence hlavy nástroje. Vstupní hodnota nízké frekvence byla 20 kHz, materiál byl 2A01 a modul pružnosti materiálu byl 0,7×105 MPa, 0,3. Graf frekvenční analýzy

Kontrola ultrazvukové svařovací hlavy
Je vidět, že malá koncová část svařovací hlavy má také rezonanční frekvenci horní části obrázku 20021 Hz, což se příliš neliší od frekvence první dané ultrazvukové vlny 20 kHz. Konstrukce nástrojové hlavy proto může splňovat konstrukční požadavky a pracovní doba může být Vibrace přenášené měničem přes trubku na vstupní konec hlavy trubky rezonuje.
Frekvenční analýza ultrazvukové svařovací hlavy
Podle vibrační rovnice libovolného proměnlivého průřezu se obecné řešení vibrační rovnice řeší za podmínky, že jsou známy souřadnice a okrajové podmínky každé části vibrátoru, a poté se získá frekvenční rovnice a rychlost vibrací kolem okrajových podmínek obecného řešení a ultrazvukového měniče. Ultrazvukové měniče byly navrženy s řadou znalostí rovnice rozložení napětí a charakteristik keramického materiálu s piezoelektrickým efektem. Podle pracovních podmínek ultrazvukového svařovacího stroje se volí typ houkačky; podle amplitudového zesilovacího faktoru, vztahu mezi výkonem vlny a amplitudou, se získá plocha průřezu houkačky; obecné řešení podle rovnice rychlosti kmitání a houkačky Vhodné podmínky vypočítejte rozložení napětí a rychlosti kmitání každé části houkačky. Podle frekvenční rovnice a pevnostního stavu byla navržena svařovací hlava ultrazvukové svářečky plastů.
Test parametrů ultrazvukového měniče
Prostřednictvím řady znalostních návrhů a výpočtů jsou určeny rozměry ultrazvukového měniče, trychtýře a nástrojové hlavy a spektrální analýza je provedena pomocí softwaru PRO-E, aby se ověřilo, že splňuje požadavky na návrh. Tím je dokončen návrh vibračního systému ultrazvukového stroje na svařování plastů, který poskytuje užitečné konstrukční kroky a metody pro ultrazvukový vibrační systém.
2. Výběr ultrazvukových měničů:
Ultrazvukový měnič je zařízení pro přeměnu energie, jehož funkcí je přeměnit vstupní elektrickou energii na mechanickou energii (tj. ultrazvukové vlny) a poté ji předat ven, přičemž spotřebuje malé množství energie (méně než 10 %). Proto problém, který je třeba vzít v úvahu při použití ultrazvukového snímače, je sladění se vstupními a výstupními svorkami, následované mechanickými montážními a spojovacími rozměry. Na trhu existuje mnoho typů ultrazvukových strojů a zákazníci musí poskytovat přesné a spolehlivé ukazatele, aby zajistili, že produkty ultrazvukových snímačů poskytované společností lze dobře sladit s ultrazvukovými stroji vaší společnosti, aby bylo dosaženo dobrého výkonu.
Ultrazvukový měnič
Ultrazvukové měniče a ultrazvukové vibrátory by měly věnovat pozornost následujícím parametrům:
1 Rezonanční frekvence: f, Jednotka: KHz
Frekvence se týká frekvence měřené metodou přenosového vedení za použití frekvenčního generátoru, milivoltmetru nebo podobně, nebo frekvence měřené analyzátorem impedance nebo podobně. Obecně známá jako malá frekvence signálu. Naproti ní je horní frekvence, což je skutečná provozní frekvence naměřená zákazníkem, když je převodník kabelem připojen k napájení měniče a je nezatížený nebo zatížený. Protože se přizpůsobovací obvody zákazníků liší, stejné převodníky se liší frekvencí s různými zdroji pohonu. Tyto frekvence nelze použít jako základ objednávky.
2 Kapacita měniče: CT, jednotka: PF
To znamená, že volná kapacita měniče může být měřena můstkem kondenzátoru při frekvenci 400 Hz až 1000 Hz a lze také použít analyzátor impedanční charakteristiky. Pro zjednodušení může požadavky splnit i měření pomocí běžného přenosného kapacitního měřiče.
3 pracovní režim převodníku
Vzhledem k různým metodám zpracování a požadavkům lze pracovní režim snímače zhruba rozdělit na nepřetržitou práci (šněrovací stroj, CD souprava, zipový stroj, svařování kovů atd.) a pulzní typ práce (např. svářečka plastů). Různé pracovní metody Požadavky na převodník jsou různé. Obecně platí, že nepřetržitý provoz nemá téměř žádnou dobu pauzy, ale provozní proud není příliš velký, pulzní provoz je přerušovaný, je zde pauza, ale okamžitý proud je velmi velký. V průměru je síla obou států velká.
4 typ převodníku a vysoký výkon
Výrobce stroje může mít různé specifikace pro jmenovitý výkon stroje pro různé účely a účely. Jinými slovy, stejný převodník může mít různé jmenovité výkony používané na různých strojích. Aby se předešlo nejednoznačnosti, měl by zákazník specifikovat strukturu snímače, jako je typ sloupce, typ s obráceným rohem atd., a průměr a počet piezoelektrických keramických destiček.
5 Montážní a spojovací rozměry
Jedná se především o ultrazvukové rohovinové materiály, způsoby povrchové úpravy a tvary. Ultrazvukový měnič je spojen s ultrazvukovou tryskou, ultrazvuková tryska je spojena s ultrazvukovou formou a průměr, tloušťka, číslo zářezu nebo šroubu a poloha příruby ultrazvukové trysky.