magyar
Megtekintések: 99 Szerző: Site Editor Közzététel ideje: 2024-01-17 Eredet: Telek
mi az az ultrahangos forrasztógép
Míg az 'ultrahangos forrasztógép' a széles technológiát fedi le, az 'ultrahangos ónforrasztás' ónalapú forrasztóanyagok (például ón-ezüst, ón-réz vagy tiszta ón) használatát írja elő töltőanyagként az ultrahangos eljárásban.
Ez ultrahangos energia alkalmazása folyasztószer-mentes forrasztás eléréséhez, kifejezetten ónötvözetekkel.
Az alapkoncepció dióhéjban
Az ultrahangos ónforrasztás olyan eljárás, amelynek során nagyfrekvenciás hangrezgéseket alkalmaznak az olvadt ónforraszra. Ez a mechanikai energia eltávolítja az oxidokat és megtisztítja a felületeket, lehetővé téve, hogy az ón tökéletesen tapadjon az alapfémhez anélkül, hogy vegyi áramlásra lenne szükség.
Hogyan működik (a részletes folyamat)
Képzelje el, hogy az alumíniumot hagyományos vas- és ónforraszanyaggal próbálja forrasztani. Az azonnali oxidréteg miatt nem fog működni. A következőképpen oldja meg ezt az ultrahangos ónforrasztás:
A forrasztóanyag megolvasztása: Az ultrahangos kürtöt (a szerszám hegyét) az ón alapú forrasztóanyag olvadáspontja feletti hőmérsékletre melegítik (pl. 250-450 °C általános ónötvözetek esetén). A forrasztóanyag megolvad, medencét képezve a hegyen vagy közvetlenül a csatlakozási területen.
Az ultrahangos vibráció aktiválása: A legfontosabb lépés kezdődik. A kürt hosszirányban rezeg ultrahang frekvencián (tipikusan 20-40 kHz). Ez olyan gyors, hogy az emberi szem számára láthatatlan – a hegye csak úgy néz ki, mintha zúgna.
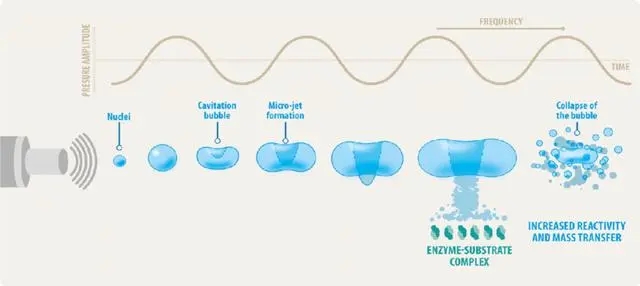
Kavitáció az ónforraszban: Ezek az intenzív rezgések átkerülnek az olvadt ón forrasztómedencébe, milliónyi mikroszkopikus buborékot hozva létre, amelyek gyorsan képződnek és felrobbannak. Ezt a jelenséget akusztikus kavitációnak nevezik.
Mechanikus súrolás: Ezeknek a kavitációs buborékoknak az összeomlása hatalmas mennyiségű energiát szabadít fel helyben. Ez úgy működik, mint egy mikroszkopikus, rendkívül erős súrolókefe, amely:
Lefújja az oxidréteget (Al2O3 alumíniumon, Cr2O3 rozsdamentes acélon stb.) az alapfém felületéről.
Megtöri az oxidréteget a megolvadt ónforrasz felületén, így 'aktívvá' és készen áll a ragasztásra.
Kohászati ragasztás: Mivel mindkét felület most tökéletesen tiszta és oxidmentes, a folyékony ónforraszanyag megnedvesedhet és szétterülhet az alapfém felett, erős, intermetallikus kötést képezve, akárcsak a hagyományos forrasztásnál, de pusztán mechanikai úton.
Az ízület főbb jellemzői
Fluxusmentes: A legjelentősebb funkció. Nincsenek korrozív maradványok, nincs szükség tisztításra, és nem áll fenn a fluxusszennyeződés miatti hosszú távú meghibásodás veszélye.
Fényes és fényes: A kapott forrasztási kötés jellemzően fényes, fényes megjelenésű, ellentétben a fluxusmagos forrasztott kötések néha tompább felületével.
Kiváló nedvesíthetőség: Az ultrahangos hatás gyakran az ónforrasz kiváló nedvesítését és szétterülését eredményezi a nehéz felületeken.
Elsődleges alkalmazások és felhasználások
Az ultrahangos ónforrasztás a megfelelő módszer bizonyos kihívásokkal teli helyzetekben:
Alumínium forrasztása alumíniumba: Ez a leggyakoribb alkalmazás. Széles körben használják az elektromos iparban (pl. alumínium tekercsek, gyűjtősínek összekapcsolása), a HVAC-ban és a hűtésben (pl. alumínium hőcserélők), valamint a könnyű gyártásban.
Alumínium forrasztása más fémekhez: Kiválóan alkalmas bimetál kötések létrehozására, mint például az alumínium-réz kötések létrehozására, amelyek kulcsfontosságúak a teljesítményelektronikában, a motorgyártásban és a hőcserélőkben.
Rozsdamentes acél és egyéb ötvözetek: Rozsdamentes acél alkatrészek összekapcsolása ónforraszanyaggal agresszív, korrozív folyasztószer használata nélkül.
Fluxusérzékeny alkalmazások:
Elektronika: Azokhoz az alkatrészekhez, ahol még a tiszta fluxus maradéka is elfogadhatatlan (pl. nagyfrekvenciás áramkörök, érzékelők).
Orvosi eszközök: ahol a biokompatibilitás és az abszolút tisztaság a legfontosabb.
Élelmiszer- és repülőgépipar: Ahol a maradékok korrózióhoz vagy meghibásodáshoz vezethetnek.
Huzalok és felületek bevonása/ónozása: Az eljárás felhasználható alumíniumhuzalok végeinek ultrahangos 'ónozására', vagy felületek bevonására forrasztóréteggel a későbbi összeszereléshez.
Előnyök |
Hátrányok |
Nincs szükség folyasztószerre: Megszünteti a költségeket, a tisztítást és a korróziós problémákat. |
Magas felszerelési költség: A gépek lényegesen drágábbak, mint a hagyományos vasalók. |
'Forraszthatatlan' fémeken működik: Lehetővé teszi az Al, SS stb. megbízható forrasztását. |
Szakértelemigényes: Megfelelő technikát igényel, hogy elkerülje az alkatrészek sérülését vagy az elégtelen ragasztást. |
Tiszta és környezetbarát: Nincsenek káros füstgázok vagy hulladékok. |
Az erózió lehetősége: A túlzott ultrahang-idő kavitálhatja és erodálhatja az alapfémet. |
Erős, megbízható kötések: Valódi kohászati kötést hoz létre folyósító üregek nélkül. |
Nem szabványos elektronikához: Túlzott és nem praktikus rendes, réznyomokkal ellátott PCB forrasztáshoz. |
Összegzés
Az ultrahangos ónforrasztás egy speciális, fluxusmentes eljárás, amely nagyfrekvenciás hanghullámokat használ a felületek tisztára 'dörzsölésére' olvadt ónforraszanyaggal, lehetővé téve, hogy hagyományosan nehezen forrasztható fémekhez, például alumíniumhoz és rozsdamentes acélhoz tapadjon. Erőteljes megoldás speciális ipari, elektromos és nagy megbízhatóságú alkalmazásokhoz, ahol a fluxus nem tolerálható.