Hvad er princippet og teorien om ultralydsplastsvejsemaskine?
Med den hurtige udvikling af materialeindustrien har anvendelsen af kompositmaterialer som plast og metaller med lav vægt, lav friktion, korrosionsbestandighed og let forarbejdning fået stor opmærksomhed. Forskellige plastprodukter er trængt ind i forskellige områder af menneskers daglige liv og er også meget brugt i luftfart, skibsbygning, biler, elektriske apparater, emballage, legetøj, elektronik, tekstiler og andre industrier. Men på grund af faktorer som sprøjtestøbningsprocessen kan et betydeligt antal plastprodukter med komplicerede former ikke sprøjtestøbes på én gang, hvilket kræver limning, og plastbindings- og varmeforseglingsprocesserne, der har været brugt i mange år, er ret bagud, ikke kun ineffektive, men også limning. Midlet har også en vis toksicitet, hvilket forårsager problemer såsom miljøforurening og arbejdsbeskyttelse. Den traditionelle proces af denne art kan ikke anvendes til udviklingsbehovene i den moderne plastindustri, så en ny plastbehandlingsteknologi - ultralydsplastsvejsning skiller sig ud med sin overlegenhed af høj effektivitet, høj kvalitet, smukt udseende og energibesparelse. Ultralydsplastsvejsemaskine tilfører ikke lim, fyldstof eller opløsningsmiddel ved svejsning af plastprodukter, og den bruger heller ikke meget varmekilde. Det har fordelene ved enkel betjening, hurtig svejsehastighed, høj svejsestyrke og høj produktionseffektivitet. Derfor bliver ultralydssvejseteknologi mere og mere udbredt.
Princippet om ultralyds plastsvejsemaskine?
Når ultralydsbølger virker på den termoplastiske plastikkontaktflade, genereres højfrekvente vibrationer på titusindvis af gange i sekundet. Denne højfrekvente vibration når en vis amplitude, og ultralydsenergien overføres til svejsezonen gennem den øvre svejsning, fordi svejsezonen er to. Samlingerne ved de svejste samlinger har en stor akustisk modstand, så der genereres lokale høje temperaturer. På grund af plastens dårlige termiske ledningsevne kan den desuden ikke spredes i tide og samle sig i svejsezonen, så kontaktfladerne på de to plaster smelter hurtigt, og efter et vist tryk integreres de i en. Når ultralydsbølgen stopper, lad trykket vare i et par sekunder for at størkne det, og dermed danne en stærk molekylær kæde til svejseformål, svejsestyrken kan være tæt på råmaterialets styrke. Kvaliteten af ultralydsplastsvejsning afhænger af amplituden af transducersvejsehovedet, det påførte tryk og svejsetiden. Svejsetiden og svejsehovedtrykket kan justeres. Amplituden bestemmes af transduceren og hornet. Disse tre mængder har en passende værdi for hinanden. Når energien overstiger den passende værdi, er smeltemængden af plasten stor, og svejsematerialet deformeres let; hvis energien er lille, er svejsningen vanskelig, og det påførte tryk kan ikke øges. Dette optimale tryk er produktet af længden af siden af den svejste del og det optimale tryk pr. 1 mm af kanten. Ultralydssvejsning er en højteknologisk teknologi til svejsning af termoplastisk teknologi. Forskellige termoplastiske gummidele kan behandles ved ultralydssvejsning uden tilsætning af opløsningsmiddel, klæbemiddel eller andre hjælpeprodukter. Fordelen er at øge produktiviteten og reducere omkostningerne. forbedre produktkvaliteten.
Ultralyds-plastsvejseprincip: Generatoren genererer 20KHZ, (eller 15KHZ) højspændings-, højfrekvent signal, gennem konverteringssystemet, konverterer signalet til højfrekvent mekanisk vibration, som påføres emnet af plastprodukter, gennem arbejdsfladen og den iboende intermolekylære. Friktionen får temperaturen til at transmittere grænsefladen. Når temperaturen når smeltepunktet for selve emnet, smeltes emnesvejseporten hurtigt og udfyldes derefter mellemrummet mellem grænsefladerne. Når vibrationen stopper, afkøles emnet samtidig og fikseres under et vist tryk. , for at opnå den perfekte svejsning.
II.Hvordan fungerer ultralydssvejsning?
Princippet for ultralydssvejsning er at omdanne en 50/60 Hz strøm til 15, 20, 30 eller 40 kHz ved hjælp af en ultralydsgenerator. Den konverterede højfrekvente elektriske energi omdannes igen af transduceren til en mekanisk bevægelse af samme frekvens, og derefter overføres den mekaniske bevægelse til svejsehovedet gennem et sæt amplitudemodulatorenheder, der kan ændre amplituden. Hornet overfører den modtagne vibrationsenergi til samlingen af emnet, der skal svejses, hvor vibrationsenergien omdannes til termisk energi ved friktion for at smelte plastikken. Ultralyd kan ikke kun bruges til at svejse hård termoplast, men også til stoffer og film.
Hovedkomponenterne i et sæt ultralydssvejsesystemer omfatter ultralydsgeneratorer, transducer/forstærker/svejsehoved tripler, forme og rammer.
III. hvad er sammensætningen og funktionen af ultralyds plastsvejsemaskine
Ultralydsplastsvejsemaskine består af pneumatisk transmissionssystem, kontrolsystem, ultralydsgenerator, transducer og horn og mekanisk enhed.
1. Pneumatisk transmissionssystem
Inklusive: overspændinger, trykreduktionsventiler, oliedunke, kommutatorer, drosselventiler, cylindre osv.
I drift bliver luftcylinderen først drevet af luftkompressoren for at drive ultralydstransducer r vibrationssystem til at bevæge sig op og ned. Lufttrykket i den mellemstore og lille effekt ultralydssvejsning justeres efter svejsebehovet.
2, kontrolsystem
Styresystemet består af et tidsrelæ eller en integreret tidsur. Hovedfunktionerne er som følger: Kontroller først driften af det pneumatiske transmissionssystem, så den pneumatiske ventil åbnes under tidsstyringen under svejsningen, cylinderens tryk sænkes for at sænke svejsehovedet, og emnet presses under et bestemt tryk, og trykket opretholdes i en periode efter svejsningen. Derefter vender kontrolsystemet gasvejsventilen om for at få svejsehovedet til at stige og vende tilbage; for det andet at kontrollere arbejdstiden for ultralydsgenerator , systemet automatiserer hele svejseprocessen, og starter kun en knap for at generere en triggerimpuls under drift, og kan automatisk fuldføre I hele processen med denne svejsning. Rækkefølgen af hele kontrolsystemet er: power start-trigger styresignal pneumatisk transmissionssystem, cylindertryk svejsehoved falder og presser svejseudløseren ultralydsgenerator arbejde, udsender ultralydsbølger og opretholder en vis svejsetid for at fjerne ultralydsemission for at opretholde en vis tryktid til at aflaste Svejsehovedet er løftet og svejsningen er slut.
3, ultralydsgenerator
1) Ultra-high-power plast svejsemaskine med høj effekt, generator signalet vedtager fase-låst frekvens automatisk sporingskredsløb, så udgangsfrekvensen af generatoren er grundlæggende i overensstemmelse med resonansfrekvensen af transduceren.
2) Generatoren, der anvendes i ultralyds-plastsvejsemaskine med effekt over 500W bruger en selv-exciteret kraftoscillator og har også en vis frekvenssporingsevne.
IV.Hvad er de centrale dele i ultralydsplastsvejsemaskine
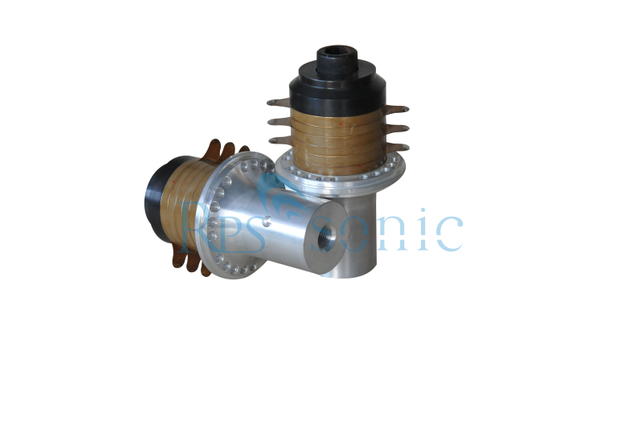
1) Transducer
Det akustiske system til ultralydsplastsvejsemaskiner består af tre dele: 1 drivdel 2 fast del 3 arbejdsdel. I de ovennævnte tre komponenter er drevet kernen, generelt ved hjælp af en langsgående vibrerende transducer fastspændt med en bolt, hvor halvbølgelængde langsgående vibrator og kvartbølgelængde langsgående vibrator, halvbølgelængde langsgående vibrator og halvbølgelængdekoncentrator. Forbindelserne danner en fuldbølgelængde- og svejsnings-kvartalængde-transducer. vibrator er forbundet med en kvartbølgekoncentrator for at danne en halvbølgelængdetransducer.
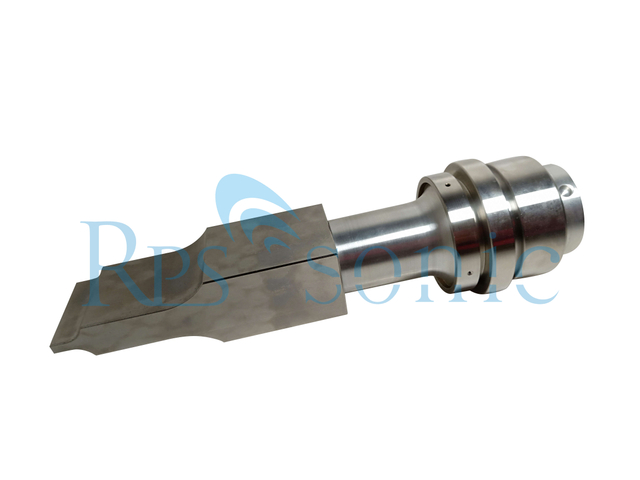
2) Horn
Der kræves forskellige horn til forskellige svejsegenstande. Uanset om det er nærfeltsvejsning eller transmissionssvejsning, kan kun et halvbølgelængdehorn opnå den maksimale amplitude af svejseendefladen.
Hornet har to slags amplitude og ingen amplitudeforstærkning. Hornet på det akustiske system til plastsvejsemaskine er normalt lavet af aluminiumslegering. Endefladen er belagt med hård legering. Når strømmen er høj, er den også lavet af titanlegeringsmateriale. I dette tilfælde er træthedsstyrken af materialet mere end dobbelt så høj som aluminiumslegeringens.
V. ultralyd plast svejsemaskine modeller og specifikationer?
Ultralydsplastsvejsemaskiner varierer i størrelse på grund af deres brug og svejsematerialer, og deres specifikationer er varierede. Dens udgangseffekt varierer fra snesevis af watt i manuelle svejsemaskiner til adskillige kilowatt i mainframes, typisk i området 15 kHz til 40 kHz. 15KHz, 20KHz ultralydsplastsvejsemaskine er en meget brugt model, udgangseffekten er mellem 1000W-4000W, arbejdsfrekvensen er 15KHz, 20KHz, og vægten er let, kvaliteten er god, det er den foretrukne ultralydsplastsvejsemaskine i plastindustrien.
Ultrasonisk plastsvejsemaskine går ind i plastindustrien med sine uerstattelige fordele. Det spiller en kæmpe rolle og skaber store fordele. Samtidig forventer den også, at ultralydsplastsvejsemaskine får et større gennembrud og spiller for plastindustrien. Et større bidrag.
VI. Hvad er fordelene ved ultralydssvejsning?
1, energibesparelse
2, ingen grund til at udstyre røgventilationsanordningen
3, lave omkostninger og høj effektivitet
4, let at opnå automatiseret produktion!