Česky
Zobrazení: 121 Autor: Editor webu Čas publikování: 29. 7. 2019 Původ: místo
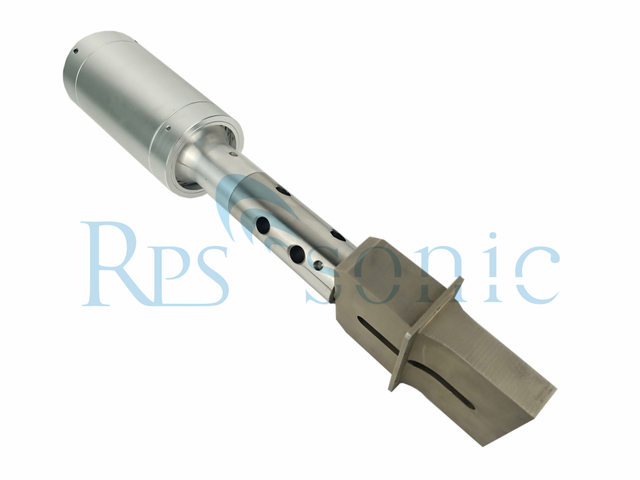
Konstrukce ultrazvukového svařovacího rohu
1. Ultrazvuková svařovací tryska je svařovací trychtýř, který přenáší pracovní sílu. Ultrazvuková svařovací tryska musí provést pevnostní výpočet, aby byla zajištěna bezpečnost a spolehlivost svařované konstrukce. Ultrazvukové svařovací houkačky jsou běžnější v každodenním používání a jejich hlavními vlastnostmi je zajištění normálního provozu svařovacích prací, což je nepostradatelné. Toto je pracovní spára.
2. Při navrhování ultrazvukových spojů pro pájené spoje je požadováno, aby pevnost pájeného spoje vyhovovala určitým požadavkům. Je potřeba navrhnout rozumnou strukturu pájeného spoje při zachování co nejkrásnějšího vzhledu. Vzdálenost mezi pájeným spojem a okrajem desky není omezena. Pájené spoje mohou být uspořádány podél okraje. Vzdálenost mezi pájenými spoji lze libovolně zvolit. Lze jej překrývat a opakovaně pájet (opravovat). Podle potřeby lze také zvolit vzdálenost mezi jednotlivými řadami. Při odporovém bodovém svařování nevzniká žádný problém bočníku.

3. Návrh svařovacího rozhraní Pro koncentraci energie během svařovacího procesu, zkrácení doby svařování a zlepšení kvality svařování je velmi důležitý návrh svařovacího rozhraní, a to především v následujících formách. (2) Stupňovité rozhraní Aby se zlepšila svařovací síla, může být navrženo jako stupňovité svařovací rozhraní (W je šířka desky). Trojúhelníková příruba může tavit materiál příruby a proudit do vyhrazených pórů, což může generovat velké smykové napětí a tahovou sílu. Pevnost, tato konstrukce také zabraňuje stopám po svarech na vnějším povrchu. (3) Konkávně-konvexní zásuvné rozhraní, materiál určený ke svařování je navržen tak, aby měl konkávně-konvexní tvar s trojúhelníkovou přírubou. Mezi oběma svařenci by měla být mezera a stěna konvexního svařence by měla mít určitý sklon, aby bylo možné plastové díly snadno sestavit. Zároveň nechte roztavený materiál tekoucí prostor, aby nepřetékal ven. Při společném návrhu ultrazvukového svařování je třeba věnovat pozornost řízení rezonance svařence. Když horní akustický pól zavede ultrazvukové vibrace do svařence, pokud je vlastní frekvence vibrací svařence ve směru vibrací rovna nebo blízká frekvenci zavedené ultrazvukové vibrace, může to způsobit rezonanci svařence a výsledkem je často svarový spoj. Odlévání může ve vážných případech způsobit únavový lom svařence. Jednoduchým způsobem řešení výše uvedeného problému je změna relativní polohy svařence ke směru kmitání akustického systému, případně změna vlastní frekvence svařence.