- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 English
EnglishViews: 92 Author: Site Editor Publish Time: 2024-01-17 Origin: Site
Ultrasonic soldering is a soldering method that does not require flux, and it is considered more environmentally friendly compared to traditional soldering methods. It removes surface oxide layers from the soldering surface through the phenomena of vibration and cavitation, instead of using chemicals.
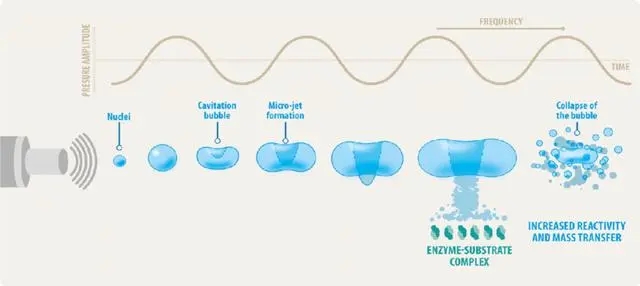
Ultrasonic soldering technology is different from ultrasonic plastic welding, as it uses vibration to generate heat and melt the components being joined. The underlying principle of ultrasonic soldering is similar to the process of ultrasonic cleaning, where the vibrational energy induces cavitation in a water bath or cleaning solvent. The portion immersed in the liquid medium is cleaned thoroughly by the strong erosive action of cavitation bubbles.
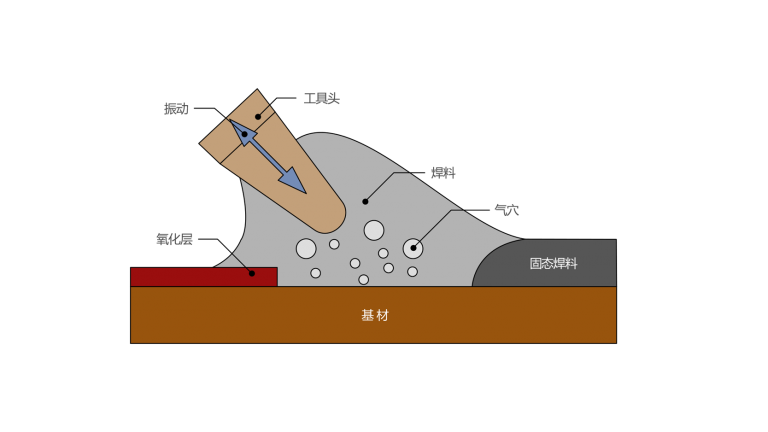
During the ultrasonic soldering process, the heat from a separate energy source melts the solder before applying the vibrational energy. The molten solder then acts as an acoustic transmission medium for the ultrasonic vibration. When high-frequency vibrational energy is applied to the molten solder, controlled acoustic cavitation occurs at the tip of the soldering tool to disrupt and disperse surface oxides. The cavitation microbubbles rupture, cleaning the entire surface, allowing the liquid solder to wet and bond with the pure metal.
Vibration also ensures that there are no gaps in the solder joint, as the vibrational energy forces the liquid solder to penetrate into the gaps and micropores of the base material. It helps seal the components and increases the surface area available for the solder to bond. Ultrasonic vibration can also extrude bubbles from the liquid solder, making this method suitable for applications that require sealed joints in high-vacuum environments.
Ultrasonic soldering allows for the joining of different materials and can be used for materials that are difficult to solder using conventional methods. Since flux is not required, users can save time and cost associated with cleaning flux residues, while reducing corrosion and improving the durability of soldered joints.
The ultrasonic soldering method can be conveniently performed using handheld ultrasonic soldering iron devices for manual soldering, as well as integrated into ultrasonic soldering machines and assembly lines.
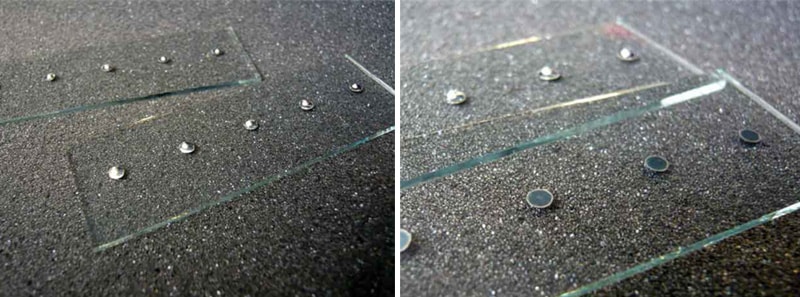
Glass, ceramic, stainless steel, and aluminum welding
In extensive research on glass-metal bonding over the years, Japanese engineers have developed a special solder alloy called CERASOLZER (solder wire). This active solder alloy is specifically formulated to work with the ultrasonic soldering method and possesses unique bonding capabilities that can replace commonly used silver soldering, indium brazing, molybdenum-manganese, and resin bonding methods. CERASOLZER forms chemical bonds (glass substrate) in addition to direct metal-to-metal bonding. The alloy consists of the same primary constituents as standard solder alloys (lead/tin), but it also contains small amounts of elements such as zinc, titanium, silicon, aluminum, beryllium, rare earth, etc., which have strong chemical affinities with oxygen.
During the soldering process, these additional elements combine with the surrounding oxygen to form an oxide that chemically bonds with various materials, including glass, ceramics, aluminum, stainless steel, conductive oxides, and many other substrates that were previously considered unsolderable. The resulting oxide bonds strongly with the soldered substrate, forming a robust chemical bond (RO) at the interface.
Therefore, the adhesive strength of CERASOLZER is compromised if oxygen is effectively eliminated by using an inert gas (such as nitrogen) instead of the surrounding air in the bonding equipment. The suitable bonding critical oxygen concentration is found to be around 2%. The melting temperature of the CERASOLZER alloy ranges from 155 to 297°C, and due to the ultrasonic vibration, the soldering method is fluxless. In fact, if our ultrasonic soldering method is used with flux, it would disrupt the oxygen bonds and compromise the entire soldering process, so it should not be used.
Application
Manufacturing glassware
Coating/metalizing optical lenses
Creating electrodes on glass and ceramic substrates
Welding heating contacts on rear windows of automobiles
Soldering superconductors, components, and ceramic parts
Vacuum sealing glass tubes and bonding hardware fittings
Sealing optical fiber glass (metal banding)
Bonding electrodes to front/back contacts of solar cells (crystalline, thin-film)
Adhesive bonding of metal glass, LCD glass, crystal oscillators, hybrid integrated circuit leads (die attach)
Basic Ultrasonic Soldering Methods
When applying Cerasolzer solder to glass, ceramics, or metal oxides, there must be sufficient contact between the solder and the substrate, eliminating small bubbles that may exist at the boundary between the substrate surface and the soft solder. Ultrasonic vibration eliminates the air layer in the boundary area within a very short time, resulting in a bubble-free and consistent solder joint. If the substrate has high heat absorption, an auxiliary heat source such as a hot plate should be used to maintain proper soldering conditions.
The recommended approach is to apply Cerasolzer onto a transparent carrier glass slide with the reverse side serving as the established boundary area, resembling a reflection surface like a mirror.
Two-step method (pre-soldering + bonding):
In the first step, Cerasolzer is delivered to the tip of the ultrasonic soldering iron using high temperature and ultrasonic vibration, and it is coated onto the substrate (such as glass). Then, conventional solder or preferred Cerasolzer is used to solder metal components, wires, strips, etc., in the pre-soldering area.
One-step method (direct soldering):
When Cerasolzer is sandwiched between metal and glass, ceramic, or metal oxides, ultrasonic vibration directly acts on the metal. Bonding is accomplished within a very short time. The performance provided by this method is slightly lower than the previous method.
Dipping method:
The dipping method is an ideal technique for large-scale surface coating. Cerasolzer solder is melted in a specific soldering pot with an ultrasonic vibrator. When the surface of the soft solder forms ripples due to ultrasonic vibration, the coated portion is immersed in water, preferably using an ultrasonic dip soldering device.
Parameter
Frequency 60 Khz Power 100W
Cooling Air cooling Max TEMP 500℃
Protective envelope pomp plastic Power digital generator









